
Принцип работы плазменной сварки, доступные способы
Развитие современной промышленности неразрывно связано с возникновением новых способов обработки и соединения различных материалов. Сварочное дело в этих случаях — одно из наиболее надежных. Технология сварки также развивается и совершенствуется. Одним из молодых и перспективных направлений является плазменная сварка. Этот метод значительно упрощает и облегчает работу, что заслуживает более подробного рассмотрения.

Особенности процесса
Данный способ соединения деталей напоминает аргонодуговую сварку по причине работ с инертными газами. Однако, отличия все же имеются. Например, сварочные работы осуществляются специальным аппаратом — плазмотроном.
Плазмой называют состояние, в которое переходит газ при воздействии электрической дуги. Происходит это все при многотысячных температурах, поэтому главной особенностью сварки плазмой является высокая рабочая температура — от 5 до 30 тысяч градусов. Это позволяет работать с элементами любого состава и габаритов.

Еще одной особенностью плазменной технологии является высокое давление на место соединения. Это происходит за счет цилиндрической формы сварной дуги, которая обеспечивает прогрев и одинаковое распределение мощности по всей поверхности рабочей струи. В обычной сварке это сделать сложнее, так как дуга конической формы и равномерно распределить силу давления и прогрев весьма сложно.
И третья важная особенность работы плазмой — это работа на малых токах. Да, именно плазменная технология позволяет производить сварку, как тонких листов материала, так и в труднодоступных местах.
Указанные особенности делают плазменный метод сварки практически универсальным. Со временем появились виды и разновидности, так как помимо сварочных работ при помощи плазмы легко выполнить и резку металлов.

Плазменная сварка различается по типу обработки, величине тока и способу подключения.
По типу обработки выделяют сварку:
- Дугой, образованной между соединяемыми поверхностями и неплавким электродом.
- Струей, образовавшейся между неплавящимся электродом и наконечником плазмотрона.

Так как работа плазмой возможна при различных токовых величинах, то выделяют:
- микроплазменную обработку — осуществляется при напряжении до 25 ампер;
- работу со средними токами — производится при токе до 150 А;
- взаимодействие с токами свыше 150 ампер.
Плазмотрон и схема горелки определяют тип подключения к источнику тока:
- прямого действия;
- косвенного действия.

Каждый метод уникален и востребован в определенной сфере. Рассмотрим популярные из них.
Микроплазменный способ
Соединение деталей посредством микроплазменной технологии один из самых востребованных методов. Микроплазменная сварка позволяет скреплять тонкостенные детали и трубы, листы металла толщиной до 1,5 мм, и даже используется при производстве ювелирных украшений.
В случае использования этого метода диаметр рабочей струи плазмы не превышает обычно 2 миллиметров. Дуга мощная с высоким тепловым излучением. Газ, используемый при работе, обычно аргон, реже аргон с примесью гелия.

Подключение прямого действия
Помимо тонких работ при помощи микроплазмы схема подключения к источнику тока имеет не меньшее значение.
Этот метод считается основным в сварочных работах. Он осуществляется при помощи плазмы, образовавшейся между электродом и рабочей заготовкой. Дуга возбуждается постепенно, сначала на малом токе образуется дежурная струя, которая после контакта с рабочей поверхностью переходит в дугу прямого действия. Работа может проходить как при переменном, так и при постоянном токе.

Данный способ эффективен при резке металлов и неметаллов, сварки и наплавления. В бытовых условиях прямое действие также востребовано.
В связи с тем, что при прямом воздействии температура рабочей струи очень высока, обязательным условием является контроль нагрева сопла плазмотрона. При перегреве (что почти невозможно) желательно прекратить работу на некоторое время. Впоследствии же стоит проверить исправность оборудования, а при необходимости, устранить неисправность или приобрести новый аппарат.
Сварка косвенного действия
В этом случае дуга образуется между наконечником плазмотрона и электродом, газ выдавливает ее из сопла, в результате чего на выходе получается мощная струя плазмы.
Температура струи в данном случае намного ниже, чем при прямом воздействии. По этой причине косвенное воздействие часто применяют для соединения и резки деталей из материалов с низкой электропроводностью.

Давление газа контролирует силу выхода струи плазмы. Благодаря этому метод косвенного воздействия используется для напыления металла, прогрева заготовок.
От выбора режима работы зависит качество места соединения. При подборе режима необходимо учитывать тип подачи тока, какой материал подлежит сваривать, а главное — диаметр рабочей струи.
Плюсы и минусы
Как и любая технология, плазменная сварка имеет положительные и отрицательные стороны.
К плюсам можно определить:
- высокая скорость плавления заготовок;
- точные и качественные швы;
- отсутствие шлака;
- ровные края деталей при резке;
- экологичность;
- безопасность;
- простота в использовании;
- контроль глубины провара.

К отрицательным же моментам относятся:
- высокая стоимость оборудования;
- контроль охлаждения плазмотрона.
Несмотря на то, что минусы у плазменной технологии существуют, они незначительны. Да и стоимость оборудования окупается довольно быстро, особенно квалифицированным мастером.
Про оборудование
Работа с плазмой невозможна без соответствующего оборудования. Сварочный аппарат для плазменной сварки довольно компактный, обычно его вес не превышает 10 килограммов (самый компактный около 5 кг). Для образования плазмы требуется подключить к аппарату установку с газом для работы. Защитить сварное соединение от окислов поможет инертный газ, также подключаемый к аппарату. Ну и конечно горелка, она подключается на выходе аппарата.
Вспомним о том, что плазменная сварка производится при очень высоких температурах, а это требует охлаждения сопла плазмотрона. В любом аппарате для плазменной сварки имеется отсек с охлаждающей жидкостью.
Оборудование для плазменной сварки действительно дорогое — аппарат малой мощности с минимальным набором функций стоит около 30 тысяч рублей. Соответственно, чем больше настроек (пайка, закалка), тем дороже агрегат.

Рекомендации
Не всегда со сварочным аппаратом работает профессионал, часто встречается и самоучка. Для подобной категории людей квалифицированные специалисты дают несколько рекомендаций:
- перед работой проверить исправность оборудования, давление газа в установке;
- прочистить плазмотрон до начала сварки;
- подготовить и очистить от посторонних предметов рабочую зону;
- алюминиевые детали сваривать (или резать) на низких токах.

Плазменная сварка — современная технология соединения и резки не только металлов, но и других материалов. Сварка плазмой востребована и у профессионалов, и у любителей — проста в работе и приносит хороший заработок независимо от сезона. Несмотря на высокую стоимость, необходимое для работы оборудование пользуется спросом, ведь потратив деньги однажды, можно стать обладателем замечательного агрегата с множеством дополнительных функций.
Инверторные плазменные сварочные аппараты: что это, плюсы и минусы, какие бывают
Главная страница » Плазменная сварка » Оборудование » Аппараты плазменной сварки » Инверторные плазменные сварочные аппараты: что это, плюсы и минусы, какие бывают
 В настоящее время альтернативой обычному электросварочному аппарату стал инвертор плазменной сварки и резки.
В настоящее время альтернативой обычному электросварочному аппарату стал инвертор плазменной сварки и резки.
Ранее это устройство активно использовалось только в промышленности, однако с каждым днем оно все более часто находит свое применение и в бытовой сфере.
Этот факт и обусловил актуальность данной статьи, в которой будут рассмотрены инверторные сварочные аппараты как тип, охарактеризованы их основные виды, а также проанализированы преимущества и недостатки этого многофункционального устройства.
Инверторный плазменный сварочный аппарат – что это такое
Сварочный аппарат плазменного типа – устройство, имеющее сравнительно небольшой размер и потребляющее минимальное количество электроэнергии. При помощи плазменного инвертора осуществляется соединение и резка черных и цветных металлов.
Принцип его работы заключается в том, что при помощи электрических разрядов специальная смесь (аргон, азот, воздух или водород) превращается в плазму, максимальная температура которой колеблется в промежутке от 6 до 7 тысяч градусов (оценки температуры у разных производителей расходятся, да и не особо это важно для конечного потребителя в большинстве случаев).

Это приспособление состоит из плазмотрона (резака) и источника питания (в данном контексте, мы говорим об инверторе). Плазмотрон инвертора, в зависимости от функционального назначения установки, может быть прямого и косвенного действия. Сварочный аппарат с плазмотроном прямого действия используется при необходимости генерации дуги, а механизм косвенного действия активно применяют в случаях, когда требуется генерация струи плазмы.
После окончания работы плазмотрон нуждается в охлаждении, поскольку образуемая им плазма достигает очень высоких температур. В зависимости от способа охлаждения плазмотрона сварочные аппараты подразделяются на охлаждаемые при помощи воздуха и воды. Первый вид наиболее выгоден с финансовой точки зрения, а второй – максимально эффективен, но сложен в использовании.
- Аппарат для сварки превращает переменный электрический ток в постоянный, а затем снова возвращает его в прежнее состояние, в то время как выпрямитель работает лишь с переменным током.
- Инвертор потребляет в два раза меньше электроэнергии.
- Выпрямитель имеет силовой трансформатор, которого в сварочном аппарате нет.
- Размер и вес инвертора гораздо ниже.
Инвертор плазменной резки: плюсы и минусы
Как и любой другой сварочный аппарат, плазменный инвертор имеет свои достоинства и недостатки, в сравнении с устройствами для газовой, электродуговой, электрошлаковой, лазерной и другими видами сварки.
Достоинства инвертора плазменной резки
1.  Имеет высокую эффективность нагрева металла, в отличие от газовой сварки, в процессе которой этого добиться практически невозможно.
Имеет высокую эффективность нагрева металла, в отличие от газовой сварки, в процессе которой этого добиться практически невозможно.
2. Может сваривать максимально толстые детали (это свойство, кроме плазменного, обеспечивает только аппарат для электрошлаковой сварки, в то время как все остальные устройства имеют ограничения в объеме деталей, с которыми работают).
3. Способен работать со всеми видами металлов и даже с неметаллическими веществами, чего не может гарантировать больше ни один сварочный аппарат.
4. Обладает небольшим размером, надежен и максимально прост в использовании.
Недостатки плазменного сварочного аппарата
1. Отличается высокой стоимостью, в отличие от устройства для газовой сварки, приобретение которого не ударит по кошельку среднестатистическому пользователю.
2. Характеризуется инфракрасным и ультрафиолетовым излучением, а также насыщением воздуха вредными ионами, в противовес абсолютно безопасной лазерной сварке.
3. В процессе работы выделяет вредные пары металлов, в противоположность агрегату для холодной сварки.
Где применяются
Плазменный сварочный аппарат многофункционален, в силу чего нашел свое применение во многих сферах деятельности. Его используют:
- В процессе термической обработки стали и других металлов.
- При соединении (сварке и пайке) или резке черных и цветных металлов.
- В процедуре воронения стали.
- Для резки плитки, стекла, бетона и прочих материалов.
Видео
Вот, к примеру резка керамической плитки Мультиплазом 3500:
К сожалению, из-за высокой стоимости этого устройства, его приобретение может себе позволить далеко не каждое предприятие.
Популярные производители и модели
Наиболее популярными производителями инверторных сварочных механизмов плазменного типа являются компании Горыныч, Плазариум и Мультиплаз. Какой лучше, судить конечным пользователям, вы можете перейти по ссылкам в тексте ниже, чтобы ознакомиться с отзывами по конкретным моделям.
 Основной особенностью модели компании-производителя Горыныч является тот факт, что в качестве смеси, используемой для образования плазмы, в ней применяется вода в чистом виде или в смешении со спиртом.
Основной особенностью модели компании-производителя Горыныч является тот факт, что в качестве смеси, используемой для образования плазмы, в ней применяется вода в чистом виде или в смешении со спиртом.
Это свойство становится препятствием для образования коррозии. Работать такой аппарат может как от сети, так и от генератора.
Принцип работы устройства фирмы Мультиплаз схож с предыдущим. Еще одним достоинством этого инвертора является компактный размер, ведь вес его «младших моделей» (подробности см. по ссылке) не превышает шести килограмм. Кроме того, такой сварочный аппарат, в отличие от своих аналогов, в процессе работы практически не выделяет вредных веществ.
Компания Плазариум не разрабатывает таких мощных устройств, как ее конкуренты. Соответственно, цены на ее продукцию гораздо ниже. Однако характерным нововведением моделей этой фирмы является наличие на аппаратах специальных датчиков, помогающих регулировать температуру сварки, чтобы избежать поломки вследствие перегрева.
Что такое плазменная сварка и какое оборудование применяется
Область применения плазменной сварки обширная. Таким оборудованием варят фольгу и толстый металл. На прилавках появляется оборудование для промышленного и бытового назначения. Иногда плазменную сварку путают с аргоновой. Аппараты внешне схожи. У методов много общего, но есть принципиальные различия. О них пойдет речь.
Особенности плазменной сварки
Теплогенерирующие параметры плазмы гораздо выше, чем у других сварочных методов. Чтобы контролировать режим разогрева, нужен охлаждающий контур – циркулирующая по нему вода отводит избыточное тепло, из-за этого большие энергопотери. Основные расходные материалы – сопло (горелка выходит из строя при перегреве), тугоплавкие вольфрамовые электроды. Для производства плазменного оборудования нужны огнеупорные материалы, поэтому стоимость сварочных аппаратов в разы выше, чем для электродуговой или аргоновой сварки.
Технологические сложности не пугают, плазменная сварка нередко применяется в промышленности, особенно, если нужны качественные соединения. Ровные швы не нужно зашлифовывать. Метод применим для алюминия и других сложных сплавов.
Устройство и принцип работы
Принципиальное отличие плазменного метода – высокая температура плазмы (до 8000°С), подаваемой в рабочую зону. Ванна расплава защищается атмосферой аргона, постоянный температурный режим стабилизирует система охлаждения. Без нее плазмотрон расплавится, плазма разогревается до 30 тысяч градусов.
В сущности, плазменная сварка заключается в способности аргона переходить в плазму под действием дуги. Ток работает как плазмогенератор, пронизывает электропроводный аргон.
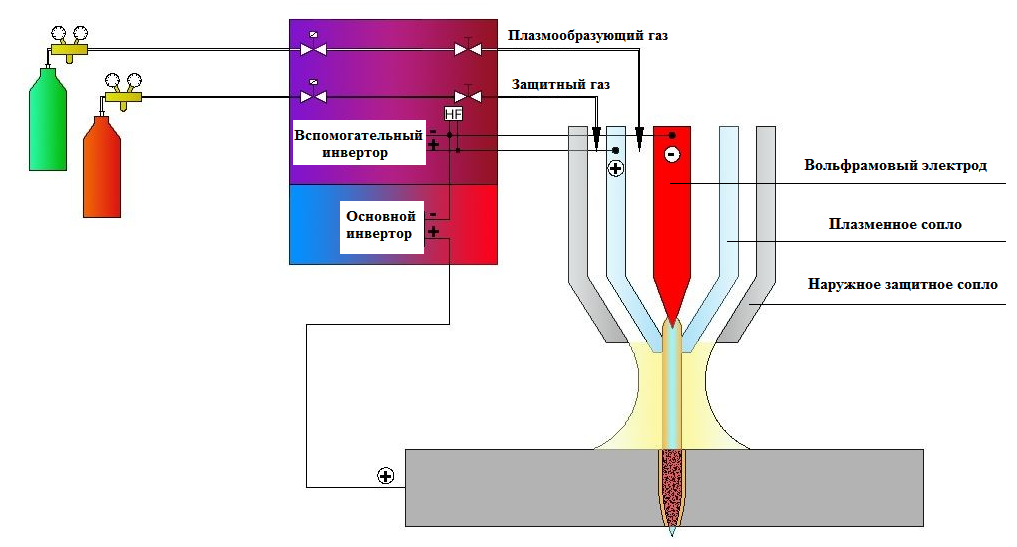
Плазмообразование под действием прямого или переменного тока происходит в плазмотроне. Это открытый с двух сторон конус, сужающийся к низу, в котором по центру расположен тугоплавкий электрод (для этого применяют вольфрамовые с добавками лантана, тория, циркония, иттрия), а внизу – сопло. Из него под большим давлением вырывается плазма.
В качестве плазмообразующего газа применим аргон с добавлением водорода. Он принудительно нагнетается в конус сверху. Поле создается путем подведения тока к двум полюсам: электроду и наружной части горелки. При ионизации и нагреве газ моментально расширяется, он вытесняется за счет внутренних сил мощной струей. Регулятором подачи плазмы выступает сопло. От его диаметра зависит толщина плазменного потока. Размер плазмотрона зависит от режима работы. Чем выше токи, чем больше верхний и выходной диаметры. Одновременно со струей плазмы к рабочей зоне в непрерывном режиме подводится аргон для создания защитного облака, предохраняющего расплав от контакта с кислородом, содержащимся в воздухе. Благодаря аргону, швы получаются чистые, без включений окалины.
Виды плазменной сварки
Используют два метода подключения тока: деталь-электрод; электрод-корпус горелки. Проводится условное деление на виды по мощности генератора, рабочим параметрам оборудования:
- микроплазменная проводится на низких токах, проварка неглубокая, металл не повреждается (ей посвящен отдельный раздел);
- сварка на средних токах, до 25А, соединяют детали от 3 мм и выше;
- работа с большим амперажем, до 150 А, способ подходит для варки толстостенных деталей или прошивного сваривания металла.
По механизму воздействия на рабочую зону, выделяют:
- контактную с линейными и прерывистыми швами (всеми разновидностями швов), бывает косвенного и прямого действия;
- импульсную, характеризующуюся большой глубиной прогрева деталей, бывает прямо и обратно полярная;
- точечную – одностороннюю, применяемую для изготовления листовых сэндвичей, правки швов, прихватки деталей.
Способы различаются по технологии, но качество шва стабильное. Плазменными аппаратами разрешается резать металлоконструкции. Они удобны в труднодоступных местах, куда сложно пробраться с болгаркой.
Плазменная сварка прямого действия
Принцип подключения тока для создания дуги такой же, как в электродуговой сварке: один полюс подается на электрод (минус при прямой полярности), другой присоединяется к обрабатываемому металлу. Создается прямая дуга, направленная на деталь. Принцип создания плазмы двухэтапный:
- сначала клемму присоединяют к соплу, чтобы ионизировать проходящий по плазмотрону газ;
- после плазмообразования клемму перебрасывают на свариваемую деталь, происходит пробой дуги на деталь, плазма вырывается из сопла.
Вот что такое плазменная сварка прямого действия. Струя плазмы регулируется силой тока, газ, вырывающийся из сопла, не только поддерживает дугу, но и защищает рабочую зону.
Плазменная сварка косвенного действия
Дуга возникает за счет подвода одного из полюсов к тугоплавкому электроду (при прямой полярности это минус), другого – к оболочке плазмотрона (плюс). Плазменная дуга зависит от давления плазмообразующего газа. Он при ионизации и разогреве увеличивается в объеме до 50 раз. Плазменная сварка косвенного действия более экономичная по газу. При малом расходе образуется стабильная дуга, она с большой силой вырывается из сопла. Температура плазмы косвенного метода ниже, чем у прямого. Такие установки больше подходят для напыления порошков, создания термоэффектов. Дуга за счет давления газа с силой устремляется к металлу, косвенный метод позволяет варить металлы с низкой электропроводностью (нихром; стали, легированные висмутом и другие справы). Подача защитного газа автономная.
Оборудование для плазменной сварки
Внешне устройства мало чем отличаются от других аппаратов. Они по весу и габаритам сопоставимы с инверторами, аргонно-дуговыми сварочниками, электродуговыми полуавтоматами. Функциональность профессионального оборудования для плазменной сварки поражает — помимо сварки и резки предусмотрены операции:
- воронения – химико-термическая обработка для получения нужного оттенка металла;
- термического оксидирования черных сплавов – образования тугоплавкого диоксида кремния;
- порошкового напыления красителей и защитных составов – создается ровная пленка на поверхности детали;
- закалки – термического упрочнения внутренней структуры сплавов за счет снятия внутренних напряжений.
Установки для плазменной сварки различаются по мощности: от 20 А до 250-ти. Для работы с деталями свыше 2 мм агрегат стоит в пределах от 20 до 49 тысяч. На базе электродуговой сварки плазменное оборудование можно сделать самим, соорудив горелку с плавящимся электродом. Потребуется сварочный аппарат, комплект газовых рукавов для создания защитной атмосферы и шланги для подвода воды к горелке.
Преимущества и недостатки
Основные позитивные моменты плазменного метода:
- доступность – плазмотроном дополняют имеющееся базовое сварочное оборудование;
- из-за высокой температуры в рабочей зоне, под защитной атмосферой образуются однородные по структуре соединения;
- глубина провара контролируется;
- скорость образования швов высокая, снижается объем трудозатрат;
- универсальность – метод применим для любых сплавов, можно варить и резать металл, проводить наплавку порошков.
- стоимость оборудования и работ высокая;
- сложность технологического процесса, необходимы определенные знания и навыки, спецподготовка;
- плазмотрон требует дополнительного ухода, чистки, замены горелки и электрода;
- необходим подвод плазмообразующего газа в плазмотрон;
- нужно охлаждение плазмотрона, чтобы он не выходил из строя;
- большие энергопотери.
Плазменная сварка чаще применяется в промышленных объемах, для индивидуальных работ этот метод слишком затратен.
Микроплазменная сварка
Для соединения тонких деталей от 0,3 до 2 мм толщиной, ремонта медицинских инструментов, подходит микроплазменная сварка. Она проводится на малом токе с 0,1 до 2 А, толщина вольфрамового электрода не превышает 2 мм, диаметр сопла горелки – от 0,5 до 1,5 мм.
Нахлесточные и тавровые соединения таким методом делать не стоит, а торцовые выполняются в любом положении, для них не нужна присадочная проволока. Под стыковые швы делают подкладку. Для работы нужны малоамперные инверторы, выпрямители, генерирующие стабильный ток для поддержки дежурной дуги. Среди промышленного оборудования ручной, автоматической микроплазменной сварки есть модели, имеющие разные режимы работы:
- импульсный прямой или обратной полярности;
- разно-полярно импульсный;
- прямой и обратной непрерывной полярности.
При соединении тонких деталей этим методом снижается риск прожога и тепловой деформации детали за счет узкой зоны разогрева. Фольгу варят только плазмой, другие методы не применяются.
Отличительные особенности микроплазменного шва:
- устойчивость к вибрациям и ударам из-за однородности молекулярного строения;
- гладкая поверхность, не требующая дополнительной обработки;
- высокая точность, благодаря сфокусированной дуге, удается минимизировать отклонения, так как сварочную ванну в процессе образования шва легко регулировать;
- хорошее сцепление кромок при неглубоком проваре.
Оборудование для микроплазмы мобильное, с вмонтированной емкостью для газа, автоматическая подача присадки повышает комфортность проведения работ.
Плазменная сварка – одно из перспективных направлений работ. Она применима для цветных сплавов, алюминия. Удобна во время монтажа тепловых систем в частных домах и для работы с электроникой. Самым удобным считается микроплазменное оборудование. Для соединения больших деталей плазмотрон реально изготовить своими руками.
Где используют плазменные сварочные аппараты, каковы их технические характеристики, плюсы и минусы

Впервые плазму для сварки стали использовать в середине двадцатого столетия, создавши генератор плазмы промышленного типа – плазмотрон.
В начале сварку плазмой применяли лишь в узких областях, в космонавтике, к примеру. Однако с течением времени она стала распространенной также в других областях производства.
Технический прогресс развивался, сваркой с помощью плазмы стали пользоваться частные специалисты. А сейчас плазменные сварочные устройства еще более доступны и приобрести их может каждый.
В этой статье собрана главная информацию о том, что собой представляет аппарат для плазморезки, как он устроен и его разновидности.
Общие сведения
Плазма состоит из ионизированного газа, и, вместе с тем, есть одним из четырех физических состояний вещества. Нынешние плазменные устройства для сварки могут производить температуру от 5000 до 10000 °C.
Такие аппараты называют еще плазмотронами. Эти приспособления для резки и сварки плазмой могут образовывать дуги трех типов: прямую, косвенную, комбинированную.
Дуга склонна к распаду, поэтому перед началом работы ее особым способом «закручивают». После такой процедуры создается тонкая устойчивая дуга, так как газ почти мгновенно ионизируется.
В результате, образуется дуга высокой мощности, которая может создавать энергию в некой точке. Плавка основного металла производится как раз в этой точке.
Независимо от состава и плотности металла, плазменная дуга может нагреть почти каждый. Она способна выполнять нагрев даже до температуры плавления или кипения. Для этого нужно лишь создать дугу достаточной мощности.
Защита дополнительной сварочной зоны осуществляется за счет инертного газа. Для этого подходят органические ацетоновые пары, аргон или азот. Конструкция плазменной горелки такова, что она способна сразу подавать и плазму, и защитный газ.
Таким образом, сварочная ванна прямо в процессе проведения работ защищена. Швы выходят хорошего качества, а металл не поддается коррозии.
Из чего состоит?
В комплекцию плазмотрона входят такие элементы: источник питания, специальная горелка для сварки, катод, а также кабель-пакеты.
Далее рассмотрим каждую составляющую более подробно.
Источник питания
Для первых сварочных плазменных аппаратов источником питания служил простой трансформатор. Он значительно утяжелял вес устройства, его габариты, поскольку был тяжелым и больших размеров.
В результате, плазменные аппараты для сварки прошлого поколения были очень массивными и тяжелыми, что существенно усложняло рабочий процесс.
Но технический прогресс шел полным ходом – через некоторое время изобрели альтернативу трансформаторам – транзисторный источник питания. Его начали применять для полуавтоматов, инверторов, плазмотронов.
Такой прорыв помог создать легкие и небольшие установки. Кроме того, они стали функциональнее в сравнении с первыми аналогами плазменных сварочных аппаратов.
Сейчас источники питания работают на транзисторах IGBT, производят горение дуги высокой стабильности и при помощи одной рукоятки позволяют быстро и четко настраивать сварочный ток.
Плазменные аппараты для профессионалов снабжают также такими функциями, как режим дежурной дуги при работе на малом токе или бесконтактное поджигание.
Сварочная горелка
Необходимым элементом для плазменной резки и сварки является сварочная горелка. Через нее подается защитный газ, формируется плазменная дуга, там же закрепляется катод.
Есть разные типы горелок, различаются они за своими функциональными возможностями и конструкциями. Обычно горелку выбирают в зависимости от мощности имеющегося плазменного сварочного аппарата.
Для ручного использования подойдут горелки малой и средней мощности. А на специальный роботизированный манипулятор закрепляют горелки для аппаратов с сильным током.
Катод
Этот элемент предназначен для передачи тока, при его изготовлении применяют различные материалы. Катоды из вольфрама или меди, легированные гафнием, применяют в устройствах, рассчитанных на домашнее или полупрофессиональное пользование.
Они считаются одними из более безвредных для здоровья сварщика.
А для профессиональных плазменных сварочных аппаратов могут использовать ториевые или бериллиевые катоды. Такие проводники могут иметь неблагоприятное воздействия на здоровье сварщика, потому что они выделяют токсичные испарения.
Поэтому, для снижения негативного воздействия, советуем создать на рабочем месте мощные вентиляционные условия.
Кабель-пакет
Горелку следует прикрепить к плазменному сварочному аппарату. Кабель-пакет служит специально для этих целей. В его комплекцию входят два шланга, для подачи рабочего и защитного газа.
Также есть два шланга для подачи воды, кабели для пусковой искры, подачи тока и для цепи управления.
Называется кабель-пакет так из-за того, что все его составляющие расположены в большом шланге по типу «пакет».
Невзирая на такое изобилие содержимого этот кабель-пакет можно применять в работе не боясь сломать все компоненты, так как он очень хорошо гнется.
Разновидности
Плазменные сварочные аппараты могут розниться за своим назначением и характеристики. Ток плазменной дуги – их главная черта в различии. Разные аппараты могут значительно отличаться по его значению.
Конструкция устройств и сварочных горелок также отличаются друг от друга. Далее мы расскажем о трех условных типа сварочных плазменных аппаратов и детально разберем каждый из них.
Микроплазменный аппарат
Хотя микроплазменные аппараты могут выдавать ток максимум в 25 А, у них на удивление высокий функционал.
Устройства такого типа рассчитаны и для сваривания тонких металлов, и для очень сложных и тщательных ювелирных работ. Также, такие аппараты используются для резки тонких деталей, до 1 см в толщину.
В применении и по конструкции микроплазменные аппараты очень простые. Для их работы нужен постоянный ток. У горелки сопло редко бывает больше 3 мм в диаметре.
Рабочим газом для таких установок служат смеси ацетилена. Катоды используют медные, легированные гафнием.
Среднеточный аппарат
За своими характеристиками модели среднего тока схожи с простым недорогим инвертором. Выдает предельную силу тока в диапазоне 50-150 А.
Однако область применения у такого типа устройств намного уже. Обычно среднеточными аппаратами режут металлы. Рабочим газом часто служит воздух, но подойдет и любой защитный газ.
Конструкция у этих устройств и их горелок немного сложнее. Катоды используют вольфрамовые. Некоторые горелки дополнительно оснащают охлаждающей водной системой для анода.
Сильноточный аппарат
Аппараты сильного тока называются так через свою способность генерировать высокие значения сварочного тока: начиная с 150 А и выше.
Эти устройства обычно применяются на больших предприятиях и в промышленности, а полупрофессиональные и мастера-любители их практически не используют. Такие устройства не удобны, очень мощные для применения в домашних условиях.
Соответственно, и структура у аппаратов сильного тока намного будет посложнее, чем у предыдущих двух типов. У горелок тоже сложная конструкция, они снабжены мощной системой охлаждения. Катод – из вольфрама, легированные торием или бериллием.
Итоги
Сварка плазмой – это хороший и достойный внимания метод резки и сварки, однако не очень популярный.
Для любительских или полупрофессиональных сварочных работ такой метод не всегда подойдет, так как он требует приобретения дорогого оборудования и специальных умений от сварщика.
И хоть плазменные сварочные установки могут хорошо справляться со своей задачей в разных условиях, все же, наилучшим образом они проявляют себя на производствах как роботизированный аппарат.
Для лучшего представления о работе и применении плазменных аппаратов вы можете посмотреть видео ниже. Успехов вам в работе!
Что такое плазменная сварка и какое оборудование применяется

Плазменная сварка это высокотехнологичный способ обработки металлов. Без лишних преувеличений, его можно назвать лучшим, среди существующих методов сваривания.
Особенности плазменной сварки
Теплогенерирующие параметры плазмы гораздо выше, чем у других сварочных методов. Чтобы контролировать режим разогрева, нужен охлаждающий контур – циркулирующая по нему вода отводит избыточное тепло, из-за этого большие энергопотери. Основные расходные материалы – сопло (горелка выходит из строя при перегреве), тугоплавкие вольфрамовые электроды. Для производства плазменного оборудования нужны огнеупорные материалы, поэтому стоимость сварочных аппаратов в разы выше, чем для электродуговой или аргоновой сварки.
Технологические сложности не пугают, плазменная сварка нередко применяется в промышленности, особенно, если нужны качественные соединения. Ровные швы не нужно зашлифовывать. Метод применим для алюминия и других сложных сплавов.
Область применения
Благодаря работе при температурах, доходящих до 30 000 градусов, технология позволяет работать со многими видами металлов: нержавеющая сталь, углеродистая сталь, чугун, медь, латунь, бронза, титан, алюминий и другие. Вместе с высокой точностью работ, это обуславливает такие области использования технологии:
- пищевая промышленность;
- энергетическая сферы;
- химическое производство;
- ювелирное дело;
- машиностроение;
- приборостроение;
- медицинское оборудование;
- изготовление деталей высокой точности.
Рекомендуем! Как сварить титан в среде аргона
Устройство и принцип работы
Принципиальное отличие плазменного метода – высокая температура плазмы (до 8000°С), подаваемой в рабочую зону. Ванна расплава защищается атмосферой аргона, постоянный температурный режим стабилизирует система охлаждения. Без нее плазмотрон расплавится, плазма разогревается до 30 тысяч градусов.
В сущности, плазменная сварка заключается в способности аргона переходить в плазму под действием дуги. Ток работает как плазмогенератор, пронизывает электропроводный аргон.
Плазмообразование под действием прямого или переменного тока происходит в плазмотроне. Это открытый с двух сторон конус, сужающийся к низу, в котором по центру расположен тугоплавкий электрод (для этого применяют вольфрамовые с добавками лантана, тория, циркония, иттрия), а внизу – сопло. Из него под большим давлением вырывается плазма.
В качестве плазмообразующего газа применим аргон с добавлением водорода. Он принудительно нагнетается в конус сверху. Поле создается путем подведения тока к двум полюсам: электроду и наружной части горелки. При ионизации и нагреве газ моментально расширяется, он вытесняется за счет внутренних сил мощной струей. Регулятором подачи плазмы выступает сопло. От его диаметра зависит толщина плазменного потока. Размер плазмотрона зависит от режима работы. Чем выше токи, чем больше верхний и выходной диаметры. Одновременно со струей плазмы к рабочей зоне в непрерывном режиме подводится аргон для создания защитного облака, предохраняющего расплав от контакта с кислородом, содержащимся в воздухе. Благодаря аргону, швы получаются чистые, без включений окалины.
Плазменная сварка заключается в способности аргона переходить в плазму под действием дуги
По силе тока
Плазменная сварка бывает трех видов, обусловлено это силой тока:
- микроплазменная;
- на среднем токе;
- на большом токе.
Каждый способ эффективен в своей области использования. Это еще раз подчеркивает прогрессивность и популярность метода плазменной сварки.
Микроплазменная сварка
Плазменная и микроплазменная сварка – это метод соединения (а также резки) деталей с использованием ионизированного газа с температурой от 5 000 до 30 000 C, который называется плазмой.
Что это такое
Как можно отличить плазменную сварку от микроплазменной? Если величина силы тока, применяемого при сварке, составляет до 25 А – сварку называют микроплазменной, если сила тока больше – речь идет о плазменной сварке. В отличие от плазменного процесса микроплазменная сварка происходит при воздействии микротоков, что позволяет соединять детали малой толщины от 0,025 до 0,8 мм.
Микроплазменная сварка имеет следующие отличия:
- происходит при силе тока от 0,1 до 25 А;
- используется вольфрамовый электрод;
- размер плазмотрона меньше (используется микроплазмотрон).
Чаще всего микроплазменная сварка используется для соединения тонкостенных деталей приборов, для соединения трудносвариваемых металлов, например, алюминия, пластмасс, даже тканей.
Для выполнения процесса сварки нужен плазмообразующий газ, это, как правило, аргон, и защитный газ. Чаще всего это тоже аргон либо гелий, углекислый газ, или смесь аргона с гелием, водородом.
Для получения плазмы используется устройство, называемое плазмотрон. Когда включается источник питания, от вольфрамового электрода к соплу проходит дежурная электрическая дуга. По мере приближения горелки к свариваемым деталям, когда между ними остается 1-1,5 мм, образуется дуга между электродом и изделием, в этот момент плазмообразующий и защитный газы смешиваются. В сопле очень малого размера дуга плотно обволакивается защитным газом, образует узкую плазменную струю в виде «шила». При такой форме получаются сварные швы малой толщины. В этом случае деформация деталей встречается редко, поскольку площадь нагрева незначительна. Сварку можно проводить на постоянном токе или в импульсном режиме.
Достоинства микроплазменного способа:
- Возможность соединения деталей малой толщины.
- Устойчивое горение плазмы позволяет выполнить сварочные швы высокого качества даже малоопытным сварщикам.
- Возможность сварки деталей из пластмасс и текстиля.
- Возможность механизировать процесс.
К недостаткам данного способа следует отнести невысокую стойкость плазменных горелок. Стойкость горелок повышают путем введения водяного или естественного воздушного охлаждения.
Процесс может производится на ручном и автоматическом оборудовании.
Аппараты для микроплазменной резки
Во всех аппаратах для осуществления микроплазменной сварки есть два основных узла, которые определяют возможности соединений.
Первый узел: источник питания, инвертор. Также содержат устройство для розжига электрической дуги, автоматику. Различаются по:
- продолжительности нагрузки, %;
- величине силы тока (номинальной и регулируемой), А;
- напряжению холостого хода, В;
- потребляемой электрической мощности, кВА.
Для соединения черных, тугоплавких деталей применяется МПУ-4, Н-146. Установка УМПС-0301, И-167 считаются более современными и удобными, сваривают почти все металлы, включая алюминий.
Вторым компонентом является плазмотрон. Отличаются друг от друга конструктивными характеристиками, такими как:
- Наибольшая толщина стали, которую можно сварить за 1 проход.
- Сила тока (прямой дуги и дежурной), А.
- Размер электрода, мм.
- Размер сопл (плазмообразующих и для защитных газов), мм.
Плазмотроны типа УСДС.Р-45 и Т-169 могут сварить сталь толщиной до 2,5 мм, ими укомплектованы установки МПУ-4, Н-136. Плазмотроны ОБ-2592 и ОБ-2628 разработаны позднее, более удобны, имеют лучшую, более экономичную конструкцию, эргономичны. Ими дополнены новые источники питания УМПС-0301, И-167, Н-155.
Существуют и готовые установки, сразу же укомплектованные всеми необходимыми компонентами. К ним относятся аппараты Microplasma 20,50,150, отличающиеся друг от друга мощностью установки, а также Мультиплаз 3500, 4000, 7500, имеющие возможность сварки водно-спиртовой смесью.
Виды плазменной сварки
Используют два метода подключения тока: деталь-электрод; электрод-корпус горелки. Проводится условное деление на виды по мощности генератора, рабочим параметрам оборудования:
- микроплазменная проводится на низких токах, проварка неглубокая, металл не повреждается (ей посвящен отдельный раздел);
- сварка на средних токах, до 25А, соединяют детали от 3 мм и выше;
- работа с большим амперажем, до 150 А, способ подходит для варки толстостенных деталей или прошивного сваривания металла.
Нагнетание газа
При работе необходимо учесть существенный недостаток – в самодельном устройстве для плазменной сварки, расход аргона будет неоправданно высок. Поэтому при резке металлов или других материалов целесообразно использовать сжатый воздух или водяной пар. Но ими можно только резать, так как и воздух и пар не являются химически нейтральными к металлу и могут вызвать окисление шва.
Для нагнетания сжатого воздуха используются компрессоры. Подключать компрессор к плазмотрону лучше не напрямую, а через ресивер – баллон, в котором воздух аккумулируется под некоторым давлением.
Если ресивер не использовать, то подача воздуха будет неровной и качество плазменной дуги будет низкое. Для подачи водяного пара используют различные парогенераторы.
Плазменная сварка прямого действия
Принцип подключения тока для создания дуги такой же, как в электродуговой сварке: один полюс подается на электрод (минус при прямой полярности), другой присоединяется к обрабатываемому металлу. Создается прямая дуга, направленная на деталь. Принцип создания плазмы двухэтапный:
- сначала клемму присоединяют к соплу, чтобы ионизировать проходящий по плазмотрону газ;
- после плазмообразования клемму перебрасывают на свариваемую деталь, происходит пробой дуги на деталь, плазма вырывается из сопла.
Вот что такое плазменная сварка прямого действия. Струя плазмы регулируется силой тока, газ, вырывающийся из сопла, не только поддерживает дугу, но и защищает рабочую зону.
Плазмотрон – своими руками: при некоторой сноровке и минимальных знаниях несложно
Для сварочных работ с домашней техникой делают простую установку. Чтобы получить электрическую дугу, достаточно понижающего трансформатора на 30-50 V, мощностью 200-300 Вт. Держатели электродов делают из электротехнических клемников и карандаша. Древесину прорезают канцелярским ножом в нескольких местах по окружности, затем аккуратно вынимают грифель.
Ручной и стационарный держатели графитовых стержней склеивают из подручных средств. Они будут участвовать в генерировании плазмы. Чтобы не травмировать сетчатку глаз, работать лучше в специальных защитных очках.
Флюс делают, добавив воды в борную кислоту или буру. Из подручных материалов изготавливают зажимы для свариваемых деталей. Чтобы прогреть обе части будущего целого, подключают их двумя клеммами к одному полюсу трансформатора, второй полюс – к держателю графитового стержня. Место соединения обмазывают кашицеобразным флюсом. Можно приступать к работе.
Плазменная сварка косвенного действия
Дуга возникает за счет подвода одного из полюсов к тугоплавкому электроду (при прямой полярности это минус), другого – к оболочке плазмотрона (плюс). Плазменная дуга зависит от давления плазмообразующего газа. Он при ионизации и разогреве увеличивается в объеме до 50 раз. Плазменная сварка косвенного действия более экономичная по газу. При малом расходе образуется стабильная дуга, она с большой силой вырывается из сопла. Температура плазмы косвенного метода ниже, чем у прямого. Такие установки больше подходят для напыления порошков, создания термоэффектов. Дуга за счет давления газа с силой устремляется к металлу, косвенный метод позволяет варить металлы с низкой электропроводностью (нихром; стали, легированные висмутом и другие справы). Подача защитного газа автономная.
Возбуждение дуги
От основного источника питания, который теперь можно называть плазменным инвертором, подводится положительный заряд. Минимальная величина тока в 5-7 А должна будет поддерживать горение дежурной дуги.
Если аппарат имеет встроенный осциллятор, то возбуждение дуги не должно вызвать проблем. Если осциллятора нет, придется усложнить конструкцию плазмотрона, подпружинив катод таким образом, чтобы можно было осуществить кратковременное касание анода.
Именно в момент касания и будет зажигаться дежурная дуга. Пружину необходимо предусмотреть достаточно жесткую, чтобы контакт был как можно короче по времени, иначе катод может пригореть к аноду.
Оборудование для плазменной сварки
Внешне устройства мало чем отличаются от других аппаратов. Они по весу и габаритам сопоставимы с инверторами, аргонно-дуговыми сварочниками, электродуговыми полуавтоматами. Функциональность профессионального оборудования для плазменной сварки поражает — помимо сварки и резки предусмотрены операции:
- воронения – химико-термическая обработка для получения нужного оттенка металла;
- термического оксидирования черных сплавов – образования тугоплавкого диоксида кремния;
- порошкового напыления красителей и защитных составов – создается ровная пленка на поверхности детали;
- закалки – термического упрочнения внутренней структуры сплавов за счет снятия внутренних напряжений.
Установки для плазменной сварки различаются по мощности: от 20 А до 250-ти. Для работы с деталями свыше 2 мм агрегат стоит в пределах от 20 до 49 тысяч. На базе электродуговой сварки плазменное оборудование можно сделать самим, соорудив горелку с плавящимся электродом. Потребуется сварочный аппарат, комплект газовых рукавов для создания защитной атмосферы и шланги для подвода воды к горелке.
Сварочный аппарат «Горыныч»
Многофункциональная сварка «Горыныч» – это один из наиболее востребованных сварочных агрегатов отечественного производства. Это действительно качественный инструмент, который позволяет выполнять сварочные работы в домашних условиях своими руками. Необходимо отметить, что в линейке оборудования «Горыныч» есть аппараты различной мощности (8,10,12А).
Для бытовых работ прекрасно подойдет устройство на 8А, 10-ти амперный аппарат характеризуется ценой/производительностью, а вот более мощное оборудование на 12А уже считается профессиональным. Агрегат для сварки марки «Горыныч» является довольно популярным как в России, так и на Украине (в частности, в Запорожье), в Белоруссии.
Преимущества и недостатки
Основные позитивные моменты плазменного метода:
- доступность – плазмотроном дополняют имеющееся базовое сварочное оборудование;
- из-за высокой температуры в рабочей зоне, под защитной атмосферой образуются однородные по структуре соединения;
- глубина провара контролируется;
- скорость образования швов высокая, снижается объем трудозатрат;
- универсальность – метод применим для любых сплавов, можно варить и резать металл, проводить наплавку порошков.
- стоимость оборудования и работ высокая;
- сложность технологического процесса, необходимы определенные знания и навыки, спецподготовка;
- плазмотрон требует дополнительного ухода, чистки, замены горелки и электрода;
- необходим подвод плазмообразующего газа в плазмотрон;
- нужно охлаждение плазмотрона, чтобы он не выходил из строя;
- большие энергопотери.
Плазменная сварка чаще применяется в промышленных объемах, для индивидуальных работ этот метод слишком затратен.
Требования к соблюдению технологии
При кажущейся простоте процесса плазменной сварки, он очень требователен к точному соблюдению технологии и к содержанию оборудования. Основными ошибками являются:
- запоздалая замена сменных элементов плазмотрона;
- использование некачественных или дефектных деталей;
- использование некорректных режимов, которые сокращают срок службы элементов;
- отсутствие контроля за параметрами плазмообразующего материала;
- высокая или низкая скорость резки в сравнении с предусмотренной режимом;
Для успешного осуществления работ при помощи плазменной сварки необходим сварочный аппарат, обеспечивающий необходимые характеристики сварочного тока.
Понадобиться также специальная горелка с неплавящимся электродом, комплект шлангов для подачи или циркуляции охлаждающей жидкости, баллоны с аргоном и комплект газопроводных шлангов.
Выбираем и работаем плазменным сварочным аппаратом
Считавшийся до недавнего времени новинкой сварочный плазменный аппарат сегодня уверенно теснит позиции аппаратов электросварочных. Причем с появлением все более компактных плазмотронов эта «эпидемия» из промышленного сектора перекинулась и на бытовой. В настоящий момент примерно 65% задач, традиционных для электросварки, решается с помощью плазмосварочного аппарата.
Сборка металлоконструкций, монтаж трубопроводов, раскрой и сварка заготовок в машиностроении, особенно из таких «неудобоваримых» материалов, как спецсплавы, «нержавейка» и цветные металлы – вот лишь часть большого списка задач, которые приходится решать с помощью плазменного оборудования. Но плазмотрон, в отличие от электросварки, может работать и с неметаллами. С его помощью, к примеру, осуществляется оплавление поверхности железобетонных изделий – прекрасная альтернатива гидроизоляции.
Технология плазменной обработки материалов
Основными компонентами аппарата для плазменной сварки являются источник питания и особой конструкции горелка, называемая плазмотроном.
Плазмотрон имеет помещенный в кожух фторопластовый корпус, внутри которого установлен электродный узел. К горелке подводится рабочая (плазмообразующая) смесь, защитный газ и охлаждающая среда, если только не применяется воздушное охлаждение.

В качестве плазмообразующей смеси может применяться:
- Аргон в чистом виде;
- Аргон с примесью водорода;
- Аргонно-гелиевая смесь;
- Воздух;
- Водород;
- Азот;
- Смесь воды и спирта (эта технология появилась относительно недавно).
Под воздействием электрического разряда рабочая среда превращается в плазму, которая представляет собой ионизированный газ. Температура плазмы может достигать 30 тыс. градусов. При этом плазменная дуга сжимается в тончайший пучок, благодаря чему ее удельная мощность, приходящаяся на 1 кв. мм поперечного сечения многократно увеличивается. Это позволяет использовать плазму для решения таких задач, с которыми электроразрядная дуга с ее температурным пределом в 5 тыс. градусов эффективно справиться не может.
Смотрим видео, немного о данном приборе:
Но высокая температура – это только одно из преимуществ, которыми обладает аппарат для плазменной сварки. К числу достоинств этих устройств, также, относят:
- Высокий КПД;
- Малый расход защитных газов;
- Небольшую площадь прогрева материала и, как следствие, малую усадку шва и почти полное отсутствие деформаций;
- Возможность применения данного оборудования для сваривания неметаллических материалов с металлическими.
Разновидности оборудования
Различные модели плазменного аппарата для сварки и резки можно классифицировать по нескольким признакам — принципу действия и мощности.
- Аппараты с силой тока от 0,1 до 20 А:Данный вид обработки материалов называется микроплазменным. Такие устройства получили наибольшее распространение.
Наиболее простые микроплазменные аппараты работают только в режиме постоянного горения дуги. Более функциональные версии поддерживают импульсный режим. Возможности такого прибора можно использовать более гибко: импульсный режим позволяет уменьшить температуру в зоне сварки, что бывает необходимо в определенных случаях (при работе с тонколистовыми заготовками, например).
- Аппараты с силой тока от 20 до 100 А: По своим возможностям плазменная сварка на токах средней величины приблизительно соответствует аргонно-дуговой сварке, для которой применяются вольфрамовые электроды (неплавящиеся).
- Аппараты с силой тока свыше 100 А:Установки этого класса способны проплавить насквозь заготовку практически любого размера, создавая за один проход прочный равномерный шов по всей толщине деталей.
По принципу действия:
- Плазменно-дуговые аппараты: Обрабатываемый материал подвергается воздействию направленного потока раскаленного ионизированного газа.
- Воздушно-плазменные аппараты: Функцией этих установок является исключительно разрезание заготовки. Выплавляемый плазмой материал выдувается из зоны резания струей сжатого воздуха.
Наконец, плазменное оборудование может предназначаться для работ вручную либо в автоматическом режиме.
Популярные производители
Тому, кто еще не купил плазменный сварочный аппарат, но собирается это сделать и мучительно выбирает производителя, можно порекомендовать несколько компаний, продукция которых успела завоевать доверие пользователей.
ТМ Горыныч
В случае с плазменным сварочным аппаратом Горыныч цена не имеет существенного значения, поскольку это устройство делает плазменную обработку различных материалов как никогда более выгодной и доступной. Дело в том, что в качестве плазмообразующей среды аппараты от ТМ Горыныч используют воду или водно-спиртовой раствор, а роль защиты играет водяной пар. В результате на поверхности шва образуется пленка из окислов, которая препятствует развитию коррозионных процессов.
Смотрим видео о данной модели:
Важным достоинством оборудования, произведенного данной торговой маркой, является его мобильность:сварочный аппарат Горыныч легко можно переносить подобно сумке, поскольку никаких трансформаторов, а также газобаллонного и компрессорного оборудования для него не требуется. При этом источником питания может выступать как обычная сеть напряжением 220 В, так и автономный генератор.
Для проведения работ наличие вентиляции не обязательно, поскольку воздух не только не отравляется веществами, вредными для организма человека, но и насыщается кислородом, выделяющимся при частичном разложении водяного пара.
Температура водоплазменной дуги достигает 6000 градусов. В зависимости от силы используемого тока аппарат может работать с заготовками толщиной от 0,5 до 8 мм.

Стоимость плазменных аппаратов Горыныч:
- Аппарат с силой тока до 8 А: около 29 тыс. руб.;
- Аппарат с силой тока до 10 А: 30 тыс. руб.;
- Аппарат с силой тока до 12 А (2,5 кВт): 33 тыс. руб.
Цены на расходные материалы:
- Сварочное сопло (2,1 мм): 200 руб.;
- Режущее сопло (1,2 мм): 200 руб.;
- Катод: 200 руб.
Мультиплаз
Работа плазменного сварочного аппарата от компании Мультиплаз также основана на применении воды и водно-спиртовых растворов. За счет этого удалось уменьшить размеры устройства, отказавшись при этом от трансформаторного и компрессорного оборудования. Аппараты от компании Мультиплаз помещаются в небольшой контейнер-сумку и весят очень мало: блок питания имеет массу около 5 кг, плазмотрон в виде пистолета – около 1 кг.
Смотрим видео, немного о работе прибора:
Особенностью водноплазменных устройств является их экологичность. Термообработку металлов можно проводить даже в закрытых пространствах, не оснащенных вентиляцией, так как образование плазмы из воды не сопровождается выделением опасных для здоровья веществ, а напротив – обогащает воздух кислородом.

Плазма генерируется следующим образом. Сначала между катодом и соплом, выступающим в роли анода, возникает электроразрядная дуга. Под ее воздействием дистиллированная вода превращается в пар, который затем ионизируется и переходит в плазменное состояние. Собственное давление пара выбрасывает его из горелки в виде струи, которая и воздействует на материал заготовки.
Стоимость модели Мультиплаз 3500 (мощность – 3,5 кВт): 90 тыс. руб.
Плазариум
Одной из наиболее популярных стала модель плазменного сварочного аппарата Плазариум SP3. Компактное и надежное устройство с отличными характеристиками. Применена инверторная схема, позволяющая получать стабильный ток независимо от колебаний напряжения в питающей сети.

Устройство снабжено температурными датчиками, позволяющими контролировать процесс и избегать аварий вследствие перегрева оборудования.
Стоимость модели Плазариум SP3 (мощность – 2,64 кВт): около 39 тыс. руб. Уровень цен на аппараты плазменной сварки зависит от мощности (чем она выше, тем дороже агрегат) и от «имени» производителя.





