
Обработка отверстий: виды операций и используемый инструмент
Обработка отверстий – это целый ряд технологических операций, целью которых является доведение геометрических параметров, а также степени шероховатости внутренней поверхности предварительно выполненных отверстий до требуемых значений. Отверстия, которые обрабатываются при помощи таких технологических операций, могут быть предварительно получены в сплошном материале не только при помощи сверления, но также методом литья, продавливания и другими способами.

Обработка высверленного отверстия цилиндрическим зенкером
Конкретный способ и инструмент для обработки отверстий выбираются в соответствии с характеристиками необходимого результата. Различают три способа обработки отверстий – сверление, развертывание и зенкерование. В свою очередь эти методы подразделяются на дополнительные технологические операции, к которым относятся рассверливание, цекование и зенкование.
Чтобы понять особенности каждого из вышеперечисленных способов, стоит рассмотреть их подробнее.
Сверление
Чтобы обрабатывать отверстия, их необходимо предварительно получить, для чего можно использовать различные технологии. Наиболее распространенной из таких технологий является сверление, выполняемое с использованием режущего инструмента, который называется сверлом.

Основные части спирального сверла
При помощи сверл, устанавливаемых в специальных приспособлениях или оборудовании, в сплошном материале можно получать как сквозные, так и глухие отверстия. В зависимости от используемых приспособлений и оборудования сверление может быть:
- ручным, выполняемым посредством механических сверлильных устройств или электро- и пневмодрелей;
- станочным, осуществляемым на специализированном сверлильном оборудовании.

Физика сверления отверстий
Использование ручных сверлильных устройств является целесообразным в тех случаях, когда отверстия, диаметр которых не превышает 12 мм, необходимо получить в заготовках из материалов небольшой и средней твердости. К таким материалам, в частности, относятся:
- конструкционные стали;
- цветные металлы и сплавы;
- сплавы из полимерных материалов.
Если в обрабатываемой детали необходимо выполнить отверстие большего диаметра, а также добиться высокой производительности данного процесса, лучше всего использовать специальные сверлильные станки, которые могут быть настольными и стационарными. Последние в свою очередь подразделяются на вертикально- и радиально-сверлильные.
Рассверливание – тип сверлильной операции – выполняется для того, чтобы увеличить диаметр отверстия, сделанного в обрабатываемой детали ранее. Рассверливание также выполняется при помощи сверл, диаметр которых соответствует требуемым характеристикам готового отверстия.

Физика рассверливания отверстий
Такой способ обработки отверстий нежелательно применять для тех из них, которые были созданы методом литья или посредством пластической деформации материала. Связано это с тем, что участки их внутренней поверхности характеризуются различной твердостью, что является причиной неравномерного распределения нагрузок на ось сверла и, соответственно, приводит к его смещению. Формирование слоя окалины на внутренней поверхности отверстия, созданного с помощью литья, а также концентрация внутренних напряжений в структуре детали, изготовленной методом ковки или штамповки, может стать причиной того, что при рассверливании таких заготовок сверло не только сместится с требуемой траектории, но и сломается.
При выполнении сверления и рассверливания можно получить поверхности, шероховатость которых будет доходить до показателя Rz 80, при этом точность параметров формируемого отверстия будет соответствовать десятому квалитету.
Зенкерование
При помощи зенкерования, выполняемого с использованием специального режущего инструмента, решаются следующие задачи, связанные с обработкой отверстий, полученных методом литья, штамповки, ковки или посредством других технологических операций:
- приведение формы и геометрических параметров имеющегося отверстия в соответствие с требуемыми значениями;
- повышение точности параметров предварительно просверленного отверстия вплоть до восьмого квалитета;
- обработка цилиндрических отверстий для уменьшения степени шероховатости их внутренней поверхности, которая при использовании такой технологической операции может доходить до значения Ra 1,25.

При зенкеровании прикладывается меньшая сила реза, чем при сверлении, и отверстие получается более точное по форме и размерам
Если такой обработке необходимо подвергнуть отверстие небольшого диаметра, то ее можно выполнить на настольных сверлильных станках. Зенкерование отверстий большого диаметра, а также обработка глубоких отверстий выполняются на стационарном оборудовании, устанавливаемом на специальном фундаменте.
Ручное сверлильное оборудование для зенкерования не используется, так как его технические характеристики не позволяют обеспечить требуемую точность и шероховатость поверхности обрабатываемого отверстия. Разновидностями зенкерования являются такие технологические операции, как цекование и зенкование, при выполнении которых используются различные инструменты для обработки отверстий.

Зенкеры конусные по металлу
Специалисты дают следующие рекомендации для тех, кто планирует выполнить зенкерование.
- Зенкерование следует проводить в процессе той же установки детали на станке, при которой осуществлялось сверление отверстия, при этом из параметров обработки меняется только тип используемого инструмента.
- В тех случаях, когда зенкерованию подвергается необработанное отверстие в деталях корпусного типа, необходимо контролировать надежность их фиксации на рабочем столе станка.
- Выбирая величину припуска на зенкерование, надо ориентироваться на специальные таблицы.
- Режимы, на которых выполняется зенкерование, должны быть такими же, как и при осуществлении сверления.
- При зенкеровании должны соблюдаться те же правила охраны труда и техники безопасности, как и при сверлении на слесарно-сверлильном оборудовании.
Зенкование и цекование
При выполнении зенкования используется специальный инструмент – зенковка. При этом обработке подвергается только верхняя часть отверстия. Применяют такую технологическую операцию в тех случаях, когда в данной части отверстия необходимо сформировать углубление для головок крепежных элементов или просто снять с нее фаску.

Чем различаются зенкование и цекование
При выполнении зенкования также придерживаются определенных правил.
- Выполняют такую операцию только после того, как отверстие в детали будет полностью просверлено.
- Сверление и зенкование выполняются за одну установку детали на станке.
- Для зенкования устанавливают небольшие обороты шпинделя (не больше 100 оборотов в минуту) и применяют ручную подачу инструмента.
- В тех случаях, когда зенкование осуществляется цилиндрическим инструментом, диаметр цапфы которого больше диаметра обрабатываемого отверстия, работу выполняют в следующей последовательности: сначала сверлится отверстие, диаметр которого равен диаметру цапфы, выполняется зенкование, затем основное отверстие рассверливается на заданный размер.
Целью такого вида обработки, как цекование, является зачистка поверхностей детали, которые будут соприкасаться с гайками, головками болтов, шайбами и стопорными кольцами. Выполняется данная операция также на станках и при помощи цековки, для установки которой на оборудование применяются оправки.
Развертывание
Процедуре развертывания подвергаются отверстия, которые предварительно были получены в детали при помощи сверления. Обработанный с использованием такой технологической операции элемент может иметь точность, степень которой доходит до шестого квалитета, а также невысокую шероховатость – до Ra 0,63. Развертки делятся на черновые и чистовые, также они могут быть ручными или машинными.

Цилиндрические ручные развертки 24Н8 0150
Рекомендации, которых следует придерживаться при выполнении данного вида обработки, заключаются в следующем.
- Припуски в диаметре обрабатываемого отверстия выбираются по специальным таблицам.
- При использовании ручного инструмента, который вращают только по часовой стрелке, сначала выполняют черновое, а потом чистовое развертывание.
- Обработку стальных деталей выполняют с обязательным использованием СОЖ, чугунных – всухую.
- Машинное развертывание проводят сразу после сверления на станке – с одной установки детали.
- Для контроля качества результата используют специальные калибры.
Характеристика метода обработки сверлением
Сверлением называется процесс образования отверстий в сплошном материале с помощью инструмента, называемого сверлом.
Сверление отверстий – широко распространенная операция в слесарном деле. Применяется для соединения деталей болтами, винтами, заклепками или другими крепежными деталями; получения отверстий под последующее нарезание резьбы; удаления излишнего металла более производительными средствами, чем обрубание или опиливание; выполнения ряда ремонтно-сборочных работ (высверливание детали, которую невозможно выпрессовать и др.).
Рассверливанием называется процесс увеличения диаметра отверстия при помощи сверла.
В зависимости от функционального назначения отверстий они могут обрабатываться с различной степенью точности и иметь переменное сечение.
В процессе сверления под влиянием силы резания режущие поверхности сверла сжимают прилегающие к ним частицы металла, и когда давление, создаваемое сверлом, превышает силы сцепления частиц металла, происходит образование элементов стружки и отделение ее.
При сверлении вязких металлов (сталь, медь, алюминий и др.) отдельные элементы стружки, плотно сцепляясь между собой, образуют непрерывную стружку, завивающуюся в спираль. Такая стружка называется сливной. Если обрабатываемый металл хрупок, например чугун или бронза, то отдельные элементы стружки надламываются и отделяются друг от друга. Такая стружка, состоящая из отдельных разобщенных междусобой элементов (чешуек) неправильной формы, носит название стружки надлома.
В процессе сверления различают следующие элементы резания: скорость резания, глубина резания, подача, толщина и ширина стружки.Главное рабочее движение сверла (вращательное) характеризуется скоростью резания.
Подачей при сверлении называется перемещение сверла вдоль оси за один его оборот. Она обозначается через S и измеряется в мм/об. Сверло имеет две главные режущие кромки.
Правильный выбор подачи имеет большое значение для увеличения стойкости инструмента. Величина подачи при сверлении и рассверливании зависит от заданной частоты и точности обработки, твердости обрабатываемого материала, прочности сверла и жесткости системы станок — инструмент — деталь.
Толщина среза (стружки) а измеряется в направлении, перпендикулярном режущей кромке сверла. Ширина среза измеряется вдоль режущей кромки и равна ее длине.
Таким образом, площадь поперечного сечения стружки становится больше с увеличением диаметра сверла, а для данного сверла — с увеличением подачи.
Обрабатываемый материал оказывает сопротивление резанию и удалению стружки. Для осуществления процесса резания к инструменту должны быть приложены сила подачи Ро, превосходящая силы сопротивления материала осевому перемещению сверла, и крутящий момент Мкр, необходимый для преодоления момента сопротивления М и для обеспечения главного вращательного движения шпинделя и сверла.
Сила подачи Р0 при сверлении и крутящий момент зависят от диаметра сверла D, величины подачи и свойств обрабатываемого материала.
Стойкостью сверла называется время его непрерывной (машинной) работы до затупления, измеряется в минутах.
В процессе резания при сверлении выделяется большое количество тепла. Основная часть тепла уносится стружкой, а остальная распределяется между деталью и инструментом. Для предохранения от затупления и преждевременного износа при нагреве сверла в процессе резания применяют смазывающе-охлаждающую жидкость, которая отводит тепло от стружки, детали и инструмента.
Выбор режимов резания при сверлении заключается в определении такой подачи и скорости резания, при которых процесс сверления детали оказывается наиболее производительным и экономичным.
Теоретический расчет элементов режима резания производится по нормативам, действующим на заводе, или по справочникам в следующем порядке: выбирают подачу, затем подсчитывают скорость резания и по найденной скорости резания устанавливают число оборотов сверла. Затем выбранные элементы режима резания проверяют по прочности слабого звена механизма главного движения и мощности электродвигателя станка.
Обычно в производственных условиях при выборе элементов режима резания, сверления, зенкерования, развертывания и т. д. пользуются готовыми данными технологических карт.
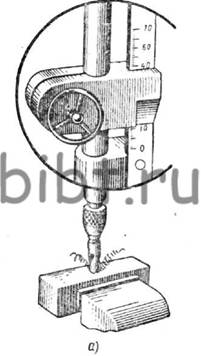
Если приходится сверлить глухое отверстие на определенную глубину, следует после установки и выверки обрабатываемой детали подвести сверло к поверхности детали так, чтобы оно соприкасалось с ней, и в этом положении установить на нуль имеющуюся на станке линейку (рис. а). Следя в процессе сверления за линейкой, можно определить в любой момент, насколько углубилось сверло в металл.
 Другим способом наладки при сверлении на заданную глубину является установка и закрепление на сверле втулки-упора 1 (рис. б). Когда втулка дойдет до поверхности детали 2, это значит, что сверло просверлило отверстие на требуемую глубину.
Другим способом наладки при сверлении на заданную глубину является установка и закрепление на сверле втулки-упора 1 (рис. б). Когда втулка дойдет до поверхности детали 2, это значит, что сверло просверлило отверстие на требуемую глубину.
 При сверлении глубоких отверстий необходимо время от времени выводить сверло из отверстия, чтобы удалить из него стружку. Этим облегчается сверление и улучшается чистота обработки поверхности отверстия.
При сверлении глубоких отверстий необходимо время от времени выводить сверло из отверстия, чтобы удалить из него стружку. Этим облегчается сверление и улучшается чистота обработки поверхности отверстия.
а – сверление глухого отверстия по линейке, б – сверление по втулке-упору: 1 – втулка-упор, 2 – деталь
Если требуется обработать неполное отверстие, расположенное сбоку детали, две детали 4 и 5 (рис. б) устанавливают вместе или устанавливают деталь 1 с прокладкой 3 (рис. а) и сверлят отверстия сверлом 2.
При сверлении глухого отверстия сбоку цилиндрической поверхности детали (рис. в) сначала перпендикулярно оси сверления обрабатывают площадку, после чего сверлят отверстие. Если этого не сделать, сверло может сломаться. При сверлении точных отверстий больших диаметров необходимо предварительно просверлить отверстия сверлом малого диаметра.

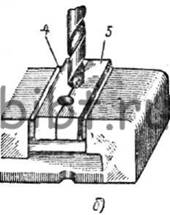

Рис. Установка деталей при сверлении:
а – одной детали, б – двух деталей вместе, в – цилиндрических деталей
В каждом конкретном случае для обработки применяются различные инструменты. Изготовление отверстий производится на сверлильных станках. Закреплённому в патроне станка инструменту сообщается вращательное и поступательное движение. Для формирования отверстия необходимой формы применяются следующие инструменты: сверло, зенкер, развёртка, мечик.
Типы свёрл
Свёрла по своим конструктивным особенностям и назначению подразделяются на спиральные, центровые и специальные.
Спиральные свёрла наиболее широко используются для обработки отверстий в сплошном материале и для рассверливания отверстий. Спиральное сверло — двузубый (двулезвийный) режущий инструмент, состоящий из двух основных частей: рабочей и хвостовика.
Хвостовики у спиральных сверл могут быть коническими и цилиндрическими. Конические хвостовики имеют сверла диаметром от 6 до 80 мм. Эти хвостовики образуются конусом Морзе. Он предназначен для быстрой смены инструмента с высокой точностью центрирования и надёжностью крепления. Сверла с цилиндрическими хвостовиками изготовляют диаметром до 20 мм. Хвостовик является продолжением рабочей части сверла.
 Конус Морзе
Конус Морзе

Спиральное сверло Спиральное сверло
с коническим хвостовиком с цилиндрическим хвостовиком
 Свёрла с коническим хвостовиком крепятся непосредственно в шпинделе сверлильного станка или переходной конической втулке ( рис. а,б). Свёрла с цилиндрическим хвостовиком крепятся в кулачковом или цанговом патронах (рис. в,г).
Свёрла с коническим хвостовиком крепятся непосредственно в шпинделе сверлильного станка или переходной конической втулке ( рис. а,б). Свёрла с цилиндрическим хвостовиком крепятся в кулачковом или цанговом патронах (рис. в,г).

Свёрла с цилиндрическим хвостовикомимеют две винтовые канавки, расположенные одна против другой. Их назначение — отводить стружку из просверливаемого отверстия во время работы сверла. Канавки на сверлах имеют специальный профиль, обеспечивающий правильное образование режущих кромок сверла и необходимое пространство для выхода стружки.
Форма канавки и угол наклона ω между направлением оси сверла и касательной к ленточке должны быть такими, чтобы, не ослабляя сечения зуба, обеспечивалось достаточное стружечное пространство и легкий отвод стружки. Однако сверла (особенно малого диаметра) с увеличением угла наклона винтовой канавки ослабляются. Поэтому у сверл малого диаметра этот угол делается меньше, для сверл больших диаметров — больше. Угол наклона винтовой канавки сверла составляет 18 — 45°. Для сверления стали пользуются сверлами с углом наклона канавки 18 — 30°, для сверления хрупких металлов (латунь, бронза) — 22 — 25°, для сверления легких и вязких металлов — 40 — 45°, при обработке алюминия, дюралюминия и электрона — 45°.
В зависимости от направления винтовых канавок спиральные сверла подразделяют на правые (канавка направлена по винтовой линии с подъемом слева направо, движение сверла во время работы происходит против хода часовой стрелки) и левые (канавка направлена по винтовой линии с подъемом справа налево, движение происходит по ходу часовой стрелки). Левые сверла применяют редко. Левые и правые сверла отличаются не только канавкой, а и направлением вращения при работе.
Расположенные вдоль винтовых канавок сверла две узкие полоски на цилиндрической поверхности сверла называют ленточками. Они служат для уменьшения трения сверла о стенки отверстия, направляют сверло в отверстие и способствуют тому, чтобы сверло не уводило в сторону. Сверла диаметром 0,25 — 0,5 мм выполняются без ленточек.
 Уменьшение трения сверла о стенки просверливаемого отверстия достигается также тем, что рабочая часть сверла имеет обратный конус, т. е. диаметр сверла у режущей части больше, чем на другом конце у хвостовика. Разность этих диаметров составляет 0,03 — 0,12 мм на каждые 100 мм сверла. У сверл, оснащенных пластинками из твердых сплавов, обратная конусность применяется от 0,03 — 0,15 мм на длине пластинки.
Уменьшение трения сверла о стенки просверливаемого отверстия достигается также тем, что рабочая часть сверла имеет обратный конус, т. е. диаметр сверла у режущей части больше, чем на другом конце у хвостовика. Разность этих диаметров составляет 0,03 — 0,12 мм на каждые 100 мм сверла. У сверл, оснащенных пластинками из твердых сплавов, обратная конусность применяется от 0,03 — 0,15 мм на длине пластинки.
Зуб — это выступающая с нижнего конца часть сверла, имеющая режущие кромки.
Зуб сверла имеет спинку, представляющую собой углубленную часть наружной поверхности зуба, и заднюю поверхность, представляющую собой торцовую поверхность зуба на режущей части.
Поверхность канавки, воспринимающая давление стружки, называется передней поверхностью.Геометрические параметры режущей части спирального сверла поверхностью. Линия пересечения передней и задней поверхностей образует режущую кромку. Линия, образованная пересечением задних поверхностей, представляет поперечную кромку. Ее величина зависит от диаметра сверла (в среднем 0,13 диаметра сверла).
Режущие кромки соединяются между собой на сердцевине (сердцевина — тело рабочей части между канавками) короткой поперечной кромкой. Для большей прочности сверла сердцевина постепенно утолщается от поперечной кромки и к концу канавок (к хвостовику).
 Центровые свёрла применяются для сверления центровых отверстий в деталях типа тел вращения. Отверстия используются для крепления и центровки заготовки с помощью конусов (центров) закреплённых в шпиндельной головке токарного станка и задней бабке.
Центровые свёрла применяются для сверления центровых отверстий в деталях типа тел вращения. Отверстия используются для крепления и центровки заготовки с помощью конусов (центров) закреплённых в шпиндельной головке токарного станка и задней бабке.
 Специальные свёрла применяют для сверления глубоких отверстий. Сверла имеют центральный канал (3) (отверстие) через который подаётся охлаждающая жидкость и вымывается стружка из зоны резания. На Рис. (г) приведена конструкция однолезвийного сверла с напаянной режущей пластиной 1 и двумя направляющими пластинами 2. Сквозные отверстия большого диаметра обрабатывают кольцевыми свёрлами (рис. д), на торцах которых закреплены режущие пластины 4, ширина которых больше толщины стенок.
Специальные свёрла применяют для сверления глубоких отверстий. Сверла имеют центральный канал (3) (отверстие) через который подаётся охлаждающая жидкость и вымывается стружка из зоны резания. На Рис. (г) приведена конструкция однолезвийного сверла с напаянной режущей пластиной 1 и двумя направляющими пластинами 2. Сквозные отверстия большого диаметра обрабатывают кольцевыми свёрлами (рис. д), на торцах которых закреплены режущие пластины 4, ширина которых больше толщины стенок.
Зенкерыпредназначены для обработки отверстий в литых и штампованных заготовках, а также для рассверливания предварительно обработанных отверстий. По конструктивным признакам зенкеры бывают цилиндрические (рис. а), конические (рис. б) и торцевые (рис. в). В отличие от сверла они имеют три или четыре режущих лезвия. Как и сверло, зенкер имеет рабочую зону 6 состоящую из режущей (заборной) части 1 и направляющей части 5. Хвостовик 4 имеет плоскую лапку 3 и связан с рабочей частью шейкой 2. По способу крепления зенкеры подразделяются на цельные, с коническим или цилиндрическим хвостовиком (рис. а,б) и насадные (рис. в).
Развёртки предназначены для окончательной обработки отверстий и обеспечивают точность и повышенную чистоту поверхности. В зависимости от формы обрабатываемого отверстия развёртки бывают цилиндрические Рис.6.19 (г) и конические Рис.6.19 (д), по способу крепления с коническим хвостовиком и насадные Рис.6.19 (е). В отличие от зенковок развёртки имеют от 6 до 12 главных режущих лезвий расположенных на режущей, конической, части 7, калибрующая часть 8 служит для центровки развёртки в отверстии и обеспечивает необходимую точность и чистоту поверхности.
Метчики предназначены для нарезания внутреннихрезьб и изготавливают из быстрорежущей стали Р18 Рис.6.19 (ж). Метчиками нарезают как цилиндрическую, так и коническую резьбу. На внешней поверхности метчика изготовлена резьба с прорезанными продольными пазами для вывода стружки. Рабочая поверхность метчика имеет режущую часть 9 и калибрующую 10. Процесс формирования резьбы осуществляется в основном режущей частью метчика, калибрующая часть производит окончательную доводку резьбы до требуемой чистоты и точности профиля. По своему назначению метчики делятся на гаечные, машинные и ручные. 
Зенкеры, развертки, метчики
Не нашли то, что искали? Воспользуйтесь поиском:
Лучшие изречения: Да какие ж вы математики, если запаролиться нормально не можете. 8617 –  | 7453 –
| 7453 –  или читать все.
или читать все.
194.79.23.4 © studopedia.ru Не является автором материалов, которые размещены. Но предоставляет возможность бесплатного использования. Есть нарушение авторского права? Напишите нам | Обратная связь.
Отключите adBlock!
и обновите страницу (F5)
очень нужно
Технологии сверления металлов
Технологии сверления металлов
Инструменты и оборудование для сверления металлов
Технологии сверления отверстий в металле, применяемые в быту
Уменьшение диаметров глубоких частей отверстий
Технологии сверления отверстий в металле, применяемые в промышленности
Технология глубокого сверления металла
Технология сверления толстых листов металла
Технология сверления тонких листов металла
Особенности сверления сквозных отверстий в металлических заготовках
Особенности сверления глухих отверстий в металлических заготовках
Технологии сверления сложных отверстий в металлических заготовках
Основные таблицы для сверления металлов, необходимые для выбора режимов резания и иных нужд
Таблица №1: выбор режимов резания при сверлении металлов
Таблица №2: поправочные коэффициенты
Таблица №3: сверление углеродистой стали (выбор количества оборотов и скорости подачи в зависимости от диаметра сверла)
Таблица №4: выбор скорости сверления сложной аустенитной стали
Таблица №5: выбор диаметров просверливаемых отверстий, предназначенных для нарезания метрических и дюймовых резьб
Техника безопасности при сверлении металлов
В этой статье мы поговорим о технологиях сверления металла, которые мастера применяют в быту и на производстве. Вы узнаете обо всех особенностях и нюансах техпроцессов.

Фотография №1: сверление металла
Инструменты и оборудование для сверления металлов
Для сверления металлов применяют следующие основные инструменты и оборудование.
Бытовые и промышленные дрели.
Держатели для них, жестко фиксирующие инструменты и обеспечивающие возможность плавной и точной их подачи.
Стационарные станки для сверления металла (вертикального и горизонтального типов, глубокого сверления и пр.).

Технологии сверления отверстий в металле, применяемые в быту
В быту для сверления отверстий металле применяют три технологии. Заготовки и листы зажимают при помощи струбцин и тисков. Чаще всего в домашних условиях используют обычные бытовые дрели и цилиндрические спиральные сверла.
Обычное сверление
Эта технология сверления металла знакома каждому.
Отверстие намечают при помощи молотка и кернера.
Заготовку зажимают в тисках или при помощи струбцины.
Сверло нужного диаметра вставляют в патрон дрели и зажимают.
Высверливают сквозное или глухое отверстие.

Фотография №3: сверление металла в домашних условиях
Рассверливание
Рассверливание металла — это технология, направленная на увеличение диаметра ранее проделанного отверстия. Для этого берут сверла больших диаметров.
В домашних условиях отверстия обычно приходится рассверливать поэтапно, постепенно увеличивая диаметр используемых инструментов. Это связано с тем, что мощности бытовой дрели во многих случаях недостаточно для просверливания отверстий больших диаметров в толстых заготовках. Кроме этого поэтапный подход уменьшает осевое давление на сверла. Это значительно уменьшает вероятность поломок.

Изображение №1: принцип сверления отверстий больших диаметров в толстом металле в домашних условиях
Уменьшение диаметров глубоких частей отверстий
При этой технологии сверления вначале просверливают неглубокое отверстие большого диаметра, а затем используют инструменты меньшего размера. Технология выглядит так.

Изображение №2: технология уменьшения диаметров отверстий в металле
Технологии сверления отверстий в металле, применяемые в промышленности
В промышленности применяют более сложные виды сверления металла. Используют массивные двуручные дрели и специальные станки для сверления металла (портативные и стационарные).
Расскажем об особенностях различных технологий сверления металла на производстве.
Технология глубокого сверления металла
Глубоким называется сверление в металле отверстия, длина которого в 25 и более раз превышает диаметр. Эта операция требует принудительного периодического удаления стружки и применения смазочно-охлаждающих жидкостей (СОЖ). Они нужны для охлаждения инструмента и заготовки для исключения поломки и деформации.
Процесс глубокого сверления металлов предполагает использование разных СОЖ. Их выбирают в зависимости от материалов заготовок. Перечислим наиболее эффективные смазочно-охлаждающие жидкости.
Материал обрабатываемой заготовки
Нержавеющие и жаропрочные сплавы
Смесь, состоящая из олеиновой кислоты (20 %) и сульфофрезола (80 %). Последний можно заменить керосином (30 %) и осерненным маслом (50 %)
Алюминий и сплавы на его основе
Керосин, эмульсия, смешанные масла. Допускается глубокое сверление без охлаждения
Смешанные масла, эмульсия. Допускается глубокое сверление без охлаждения.
Эмульсия (3–5 %). Допускается глубокое сверление без охлаждения.
Смешанные масла. Допускается глубокое сверление без охлаждения.
Керосин, эмульсия (3–5 %). Допускается глубокое сверление без охлаждения.
Смесь осерненного масла и керосина
Осерненное масло, эмульсия

Фотография №4: глубокое сверление с применением смазочно-охлаждающей жидкости
Для глубокого сверления чаще всего применяют спиральные и корончатые сверла по металлу. СОЖ добавляют вручную или при помощи систем автоматической подачи, которыми оснащены специализированные станки.
Технология глубокого сверления металла не предполагает спешки. Периодически процесс останавливают, извлекают сверло и принудительно удаляют стружку. При использовании спиральных инструментов, глубокое сверление проводят поэтапно, постепенно расширяя отверстие до нужного диаметра.
Технология сверления толстых листов металла
Для сверления толстых листов металла обычно используют либо конусные (для отверстий диаметром до 30 мм), либо корончатые сверла (для отверстий больших диаметров). Ими оснащают сверлильные станки или мощные дрели. Главное требование — оборудование должно поддерживать режим работы на самых низких оборотах.

Фотография №5: корончатые сверла по металлу
Технология сверления толстых листов металла корончатыми сверлами отличается высокой эффективностью. Энергозатраты минимальны. Отверстия после сверления коронками получаются гладкие и точные.
Технология сверления тонких листов металла
Для сверления тонких листов металла обычно применяют конусные сверла. При такой технологии диаметр увеличивается постепенно. Листы не деформируются.

Фотография №6: сверление тонких листов металла стандартными конусными сверлами
При наличии конусных сверл ступенчатого типа берут именно их. Ступени с отметками упрощают сверление большого количества отверстий определенного или разных диаметров в одном листе металла.

Фотография №7: сверление тонкого листа металла конусным ступенчатым сверлом
Особенности сверления сквозных отверстий в металлических заготовках
Главная особенность сверления сквозных отверстий в металлических заготовках — необходимость защиты поверхности верстака, столешницы или станка от выхода сверла далеко за границы заготовки. Чтобы избежать повреждения инструментов, мебели и оборудования, мастера применяют следующий способы.
Используют верстаки с отверстиями.
Подкладывают под заготовку деревянный брусок или металлическую деталь с имеющимся отверстием для свободного прохода сверла.
Снижают скорость резания при завершении сверления.

Фотография №8: использование деревянной подкладки при сверлении металла
Особенности сверления глухих отверстий в металлических заготовках
Глухие отверстия просверливают на определенную глубину. Для ее установки есть следующие методы.
Использование линеек, имеющихся на станках.
Установка на сверла втулочных упоров.
Ограничение длины сверл при помощи патронов с регулируемыми упорами.

Фотография №9: сверло с установленным втулочным упором
Современные станки оснащены автоматизированными системами подачи. При ее наличии технология сверления глухих отверстий в металле значительно упрощается. Нужно всего лишь задать параметры резания.
Обратите внимание! При проделывании длинных глухих отверстий в толстых заготовках необходимо несколько раз прерывать процесс сверления металла для принудительного удаления стружки.
Технологии сверления сложных отверстий в металлических заготовках
Половинчатые отверстия на краях заготовок сверлят так.
Зажимают в тисках две заготовки или заготовку с подкладкой, плотно прижатые друг к другу.
Центрируют сверло в нужном месте на стыке деталей.
Просверливают полное отверстие.
Сверление цилиндрических заготовок по касательным — более сложный процесс. Он проходит в два этапа.
Подготавливается перпендикулярная отверстию площадка с применением фрезерования или зенковки.
Технология сверления отверстий в металле под углом выглядит так.
Между плоскостями под нужным углом надежно закрепляется подкладка.
В полые заготовки перед сверлением помещают подкладки из древесины. Отверстия с уступами проделывают при помощи описанных в начале статьи технологий рассверливания и уменьшения диаметра отверстий.
Основные таблицы для сверления металлов, необходимые для правильного выбора режимов резания и иных нужд
Для сверления металлов мастера чаще всего пользуются следующими основными таблицами.
Сверление – это вид механической обработки материалов. Технология сверления. Оборудование для сверления
Сверление – это один из видов механической обработки материала резанием. В этом методе используется специальный режущий инструмент – сверло. С его помощью можно сделать отверстие разного диаметра, а также глубины. Кроме того, имеется возможность создания многогранных отверстий с разным сечением.
Назначение операции
Сверление – это необходимая операция, если требуется получить отверстие в металлическом изделии. Чаще всего для сверления имеется несколько следующих причин:
- требуется создать отверстие под нарезание резьбы, зенкерование, развертывание или растачивание;
- необходимо разместить в отверстиях электрические кабели, крепежные элементы, продеть через них анкерные болты и т. д.;
- отделение заготовок;
- ослабить разрушающиеся конструкции;
- в зависимости от диаметра отверстия, его можно использовать даже для закладки взрывчатки, к примеру, при добыче природного камня.
Данный список можно продолжать еще долго, но уже можно сделать вывод, что операция сверления – это одна из наиболее простых и в то же время довольно нужных и распространенных вещей.

Расходные материалы
Естественно, что для осуществления процесса сверления необходимо иметь сверла. В зависимости от этого расходника будет меняться диаметр отверстия, а также количество его граней. Они могут быть круглого сечения, а могут быть многогранными – треугольными, квадратными, пятигранными, шестигранными и т. д.
Кроме того, сверление – это операция, при которой сверло будет нагреваться до высоких температур. По этой причине необходимо точно подбирать качество этого элемента, основываясь на требованиях материала, с которым придется работать.
- Довольно распространенный материал для производства приспособлений для сверления – углеродистая сталь. Элементы этой группы маркируются следующим образом: У8, У9, У10 и т. д. Основное предназначение таких расходников – это сверление отверстий в дереве, пластмассе, мягких металлах.
- Далее идут сверла, изготовленные из низколегированной стали. Они предназначаются для сверления тех же материалов, что и углеродистые, но их отличие заключается в том, что у этой марки элементов повышено значение теплостойкости до 250 градусов по Цельсию, а также увеличена скорость сверления.

Улучшенные сверла
Имеется несколько типов сверл, которые предназначены для более качественных материалов:
- Первый тип сверл изготавливается из быстрорежущей стали. Теплостойкость этих расходников намного выше – 650 градусов по Цельсию, а предназначены они для сверления любых конструкционных материалов в незакаленном состоянии.
- Следующая группа – это сверла с твердыми сплавами. Применяются для того, чтобы делать отверстия в любых конструкционных незакаленных сталях, а также в цветном металле. Особенностью является то, что используется сверление на повышенных скоростях. По этой же причине теплостойкость повышена до 950 градусов по Цельсию.
- Одни из наиболее стойких элементов – это сверла с боразоном. Применяются для работ с чугуном, сталями, стеклом, керамикой, цветными металлами.
- Последняя группа – это сверла с алмазом. Применяются для сверления наиболее твердых материалов, стекла, керамики.

Типы станков для сверления
Для проведения операции сверления могут быть использованы следующие виды сверлильных станков:
- Вертикальные и горизонтальные сверлильные устройства. Сверление отверстий для таких машин – основная операция.
- Используются вертикальные и горизонтальные станки расточного типа. Сверление считается вспомогательными операциями для этих устройств.
- Вертикальные, горизонтальные и универсальные станки фрезеровочного типа. Для этих агрегатов сверление также является второстепенной операцией.
- Токарные и токарно-затыловочные станки. На первом типе устройств сверло является неподвижной частью, а вращается сама заготовка. Для второго типа устройства сверление не основная операция, а сверло является неподвижным элементом, как и в первом случае.

Это все типы сверлильных станков, на которых можно проводить все требуемые операции.
Ручные инструменты и вспомогательные операции
Для того чтобы облегчить процесс сверления, используются несколько вспомогательных операций. К ним можно отнести следующие:
- Охлаждение. При сверлении используются разнообразные смазочно-охлаждающие вещества. К ним относится, например, вода, эмульсии, олеиновая кислота. Также могут быть использованы газообразные вещества, к примеру углекислый газ.
- Ультразвук. Ультразвуковые вибрации, которые производит сверло, используются для увеличения производительности процесса, а также для усиления дробления стружки.
- Подогрев. Для того чтобы улучшить сверление металла, имеющего высокую плотность, его предварительно разогревают.
- Удар. Для работы с некоторыми поверхностями, например с бетоном, необходимо использовать ударно-поворотные движения, чтобы увеличить производительность.

Осуществлять эту процедуру можно не только на станках в автоматическом режиме, но и на ручном оборудовании. Ручное сверление предполагает использование таких инструментов, как:
- Механическая дрель. Для сверления используется механическая сила человека.
- Электрическая дрель. Может осуществлять обычное и ударно-поворотное сверление. Работает от электрической сети.
Виды процедуры и охлаждение
Имеется несколько основных видов сверления – это оборудование цилиндрических отверстий, многогранных или же овальных, а также рассверливание уже имеющихся цилиндрических отверстий для увеличения их диаметра.
Основная проблема, которая возникает в процессе сверления металла, – это сильный нагрев расходуемого элемента, то есть сверла, а также места проведения работ. Температура материала может достигать 100 градусов по Цельсию и больше. Если она дойдет до определенных значений, то возможно возникновение горения или плавки. Здесь важно отметить, что множество сталей, которые используются для производства сверл, теряют свою твердость при нагреве, из-за чего трение будет только увеличиваться, поэтому элемент, к сожалению, будет изнашиваться быстрее.

Для того чтобы бороться с этим недостатком, используют различные охлаждающие вещества. Чаще всего при вертикальном сверлении на станке имеется возможность организовать подачу охлаждающего вещества непосредственно к месту проведения работы. Если же она осуществляется с применением ручных приборов, то через определенный промежуток времени необходимо прерывать процесс и окунать сверло в жидкость.
Суть сверления
Технология сверления отверстий – это процесс образование канавок посредством снятия стружки в сплошном материале при помощи режущего инструмента. Данный элемент совершает вращательные и поступательные или же вращательно-поступательные движения одновременно, чем и образовывает отверстие.
Использование этого вида обработки материала используется для того, чтобы:
- получить неответственные отверстия с низкой степенью точности и классом шероховатости, используемые для крепежных болтов, заклепок и т. д.;
- получить отверстия под нарезание резьбы, развертывание и т. д.
Параметры обработки
Используя процедуру глубокого сверления или рассверливания можно получить отверстия, которые будут характеризоваться 10-й или 11-й степенью квалитета шероховатости поверхности. Если необходимо получить более качественное отверстие, то после завершения процесса обработки необходимо дополнительно зенкеровать и развертывать его.
Для того чтобы увеличить точность работы, в некоторых случаях можно прибегнуть к тщательному регулированию положения станка, правильно заточенному расходному элементу. Также применяется способ, при котором работа осуществляется через специальный прибор, повышающий точность. Данное устройство называется кондуктором. Также имеется разделение сверл на несколько классов. Бывают спиральные с прямыми канавками, перовые, используемые для глубокого или кольцевого сверления, а также центровочные сверла.
Описание конструкции сверла
Чаще всего для работы используется обычное спиральное сверло. Специальные используются намного реже.
Спиральный элемент представляет собой двузубую режущую деталь, которая включает в себя всего две основных части – это хвостовик и рабочая часть.
Если говорить о рабочей части, то ее можно разделить на цилиндрическую и калибрующую. На первой части сверла располагаются две винтовые канавки друг напротив друга. Основное предназначение этой части – это отвод стружки, которая выделяется во время работы. Здесь важно отметить, что канавки обладают правильным профилем, который обеспечивает правильное образование режущих кромок сверла. Кроме того, создается и необходимое пространство, которое нужно для отвода стружки из отверстия.
Технология сверления
Здесь важно знать несколько определенных правил. Очень важно, чтобы форма канавок, а также угол наклона между направлением оси сверла и касательной к ленте были такими, чтобы обеспечить легкий отвод стружки, при этом не ослабив сечения зубьев. Однако же здесь стоит отметить, что эта технология, а особенно числовые значения, будет заметно меняться в зависимости от диаметра сверла. Все дело в том, что увеличение угла наклона приводит к ослаблению действия сверла. Этот недостаток проявляется тем сильнее, чем меньше диаметр элемента. По этой причине приходится подстраивать угол под сверло. Чем меньше сверло – тем меньше угол, и наоборот. Общий угол наклона канавок составляет от 18 до 45 градусов. Если речь идет о сверлении стали, то необходимо использовать сверла с углом наклона от 18 до 30 градусов. Если отверстия делаются в хрупких материалах, например, как латунь или бронза, то угол сокращается до 22-25 градусов.
Принципы проведения работы
Тут важно начать с того, что в зависимости от материала инструмента будет меняться и скорость резания. К примеру:
- Если сверление проводится с использованием элементов из инструментальной стали, то минимальная скорость составляет 25 м/мин, а максимальная – 35 м/мин.
- Если механическая обработка осуществляется сверлами, принадлежащими к категории быстрорежущих, то минимальная скорость – 12 м/мин, а максимальная – 18 м/мин.
- Если используются сверла их твердосплавных материалов, то значения равны 50 м/мин и 70 м/мин.
Здесь важно отметить, что технология сверления предполагает выбор скорости процедуры в зависимости от диаметра самого элемента и малой подачи (с увеличением диаметра растет и скорость).
Характерная особенность проведения работы – это использование стандартного угла при вершине для сверла, который равен 118 градусов. Если необходимо работать с сырьем, которое характеризуется высокой твердостью сплава, то угол нужно увеличить до 135 градусов.
Сохранность сверл
Одной из важных задач при проведении такого типа механической обработки стало то, что нужно сберечь режущие свойства расходника. Сохранность этих параметров напрямую зависит от того, какой способ эксплуатации был выбран и подходил ли он к данному материалу. Например, для того чтобы устранить поломку сверла на проходе, необходимо сильно уменьшать подачу в момент вывода сверла из отверстия.
Особое внимание технологии сверления нужно уделить в тех ситуациях, когда глубина отверстия превышает длину винтовой канавки расходника. В момент ввода сверла стружка все еще будет образовываться, а вот во время выхода ее уже не будет. Из-за этого сверла ломаются очень часто. Если никакого выхода из ситуации нет, то нужно периодически выводить сверло и вручную очищать его от ненужных элементов, то есть стружки.
Коронки для сверления
Для того чтобы проделать отверстие в определенном покрытии, необходимо использовать коронки. Однако и их тоже нужно выбрать правильно, основываясь на определенных параметрах. В настоящее время используется три основных вида материала для создания коронок – это алмаз, победит и карбидо-вольфрам. Особенностью алмазной коронки стало то, что она осуществляет безударное сверление. В таком случае получается более правильная геометрия отверстия.

Основными преимуществами алмазных насадок стало следующее: возможность резки железобетонных материалов, низкий уровень шума и пыли, отсутствие нарушения структуры конструкции, так как технология не использует ударное усилие.
Основные виды механообработки отверстий: сверление и зенкерование
Принципы сверления
Сверление — вид механической обработки, предполагающий образование отверстий в толще металла. Сверлильные работы выполняются при помощи соответствующего металлорежущего инструмента — сверла. В зависимости от материала инструмента выбираются режимы резания, например, скорость:
- Vmin=25 м/мин, Vmax=35 м/мин — когда мехобработка ведется сверлами из инструментальных сталей;
- Vmin=12 м/мин, Vmax=18 м/мин — когда мехобработка ведется быстрорежущими сверлами;
- Vmin=50 м/мин, Vmax=70 м/мин — когда мехобработка ведется твердосплавными сверлами.
При этом выбор в пользу больших значений делается при условии большого диаметра сверла и малой подачи.
Характерной особенностью стандартного сверла является угол при вершине, составляющий 118°. В случае обработки материалов, отличающихся высокой твердостью, рекомендуется использовать инструмент с углом при вершине равным 135°, тем более, если требуется выполнить глубокое отверстие.
Среди других конструкционных особенностей сверл — тип хвостовика: конический, цилиндрический. В первом исполнении сверло устанавливается в отверстие пиноли задней бабки, которое также имеет конусную форму. В ситуациях несовпадения конусов применяются переходные втулки. Во втором исполнении используются кулачковые патроны для сверления, изображенные на рисунке 1. Данное приспособление также устанавливается в заднюю бабку и для этого патроны оснащаются коническим хвостовиком. В корпусе предусмотрены специальные пазы, по которым перемещаются кулачки, фиксирующие сверло. На конце каждого кулачка имеется рейка, находящаяся в зацеплении с резьбовой поверхностью кольца. Вращательное движение втулке и, соответственно, кольцу передается от ключа. При этом кулачки передвигаются вверх-вниз и, вместе с тем, выполняют радиальное вращение.
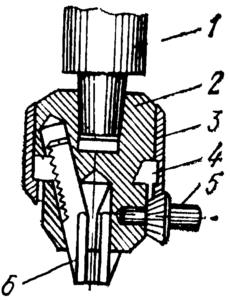
Рисунок 1. Схема кулачкового патрона: 1 — хвостовик; 2 — корпус; 3 — втулка; 4 — кольцо; 5 — ключ; 6 — кулачки
Перед началом сверлильных работ задняя бабка располагается на расстоянии, при котором выполнять отверстие в толще металла изделия можно без максимального выдвижения пиноли. Вместе с этим, заготовка начинает вращаться. Сверло аккуратно подводится к торцу болванки вручную (путем вращения специального маховика), главное, не допустить удара. После этого выполняется сверление на малую глубину для проверки точности месторасположения отверстия. Перед проверкой нужно остановить обрабатываемое изделие и отвести инструмент.
Особенности охлаждения
Уменьшить износ инструмента, образующегося в результате трения сверла об обрабатываемую поверхность, можно, если обеспечить подвод к зоне обработки смазочно-охлаждающей жидкости. Особое значение СОЖ имеет при обработке болванок, выполненных из алюминия и стали. При работе с чугуном, бронзой, латунью сверление может осуществляться без охлаждения.
Основная задача СОЖ — охлаждение режущего инструмента при выполнении сверлильных работ, сопровождающихся выделением большого количества теплоты и трением сверла о металл. К тому же, она упрощает процесс стружкоотвода. СОЖ способствует увеличению показателей скорости резания почти в полтора раза. Она может быть представлена в разных видах:
- раствор эмульсии — при обработке конструкционных сталей;
- компаундированное масло — при обработке легированных сталей;
- керосин — при обработке алюминия и чугуна.
В случаях, когда в оборудовании отсутствует система охлаждения, функции СОЖ может выполнять смесь керосина и машинного масла.
Как сохранить целостность инструмента?
Сохранность первоначальных свойств режущего инструмента напрямую зависит от выбранных режимов резания (максимальных значений скорости резания и минимальных показателей подачи). К примеру, чтобы предотвратить поломку сверла при сверлении на проход, в процессе вывода инструмента рекомендуется резко уменьшить подачу.
Особого внимания заслуживают ситуации, в которых глубина обрабатываемого отверстия превышает длину винтовой канавки инструмента. При вводе рабочей части сверла в отверстие стружка продолжает образовываться, только выхода для нее нет. Из-за этого инструмент ломается. Если таких ситуаций невозможно избежать, нужно периодически выводить сверло из отверстия и очищать его канавки от стружки.
Неправильная заточка сверла ведет к отклонениям от требуемой геометрии и шероховатости отверстия. Недостаточно заточенный инструмент приводит к появлению заусенцев у выходной части. Разная длина режущих кромок в комплексе с несимметричной заточкой, смещение от центра перемычки и неодинаковая ширина ленточек приводит к тому, что сверло защемляет в отверстии. Следовательно, возрастают силы трения и спустя некоторое время сверло ломается.
Как сделать сверлильные работы наиболее эффективными?
Сегодня известно несколько основных методов улучшения продуктивности сверления:
- подточить поперечную кромку;
- изменить угол при вершине;
- подточить ленточку;
- использовать дойную заточку.
Чистота обработки
В результате сверления образуемое отверстие по размерам превышает размеры использованного сверла. Объясняется это просто: инструмент уводит в сторону даже при минимальных отклонениях в заточке и фиксации сверла на станке. Этому способствует и неоднородная твердость материала.
В чем суть операции рассверливания?
Обработка больших отверстий предполагает высокое усилие подачи, а это сильно утомляет станочника. Иногда при использовании сверл, подходящих для такого вида работ, попросту не хватает мощности станка. Рациональный выход в этой ситуации — обработка отверстия несколькими сверлами, имеющими разный диаметр. Причем длина поперечной кромки одного инструмента должна быть меньше диаметра другого. Поперечная кромка не принимает участия в резании, следовательно, усилие, которое требуется для подачи, уменьшается. Это помогает сократить риск увода сверла.
Диаметр второго инструмента соответствует половине первого. Только так можно равномерно распределить силы, возникающие при подаче двух сверл и обеспечить оптимальные условия их износа.
Рассверливание — метод механообработки, позволяющий получить точные отверстия и минимизировать увод инструмента от оси заготовки. Режимы резания для подобных операций рассчитываются так же, как при сверлении.
Специфика зенкерования
Зенкерование — мехобработка уже имеющихся отверстий. Оно производится инструментом, отличающимся от сверла лучшей производительностью — зенкером. С его помощью без труда увеличивается отверстие, полученное в процессе отливки, штамповки или сверления детали.
Для создания зенкеров зачастую применяется быстрорежущая сталь. Иногда инструмент оснащается специальными пластинами из твердого сплава (когда речь идет о тяжелых условиях механообработки).
Зенкеры, конструкцией которых предусмотрены хвостовики в форме конуса, подходят для мехобработки отверстий Dmin=10 мм и Dmax=40 мм. Внешне они очень схожи со сверлами, но есть и отличия — наличие 3 винтовых канавок (режущих кромок), повышающих жесткость конструкции. Кроме того, они обеспечивают возможность выполнения работ на высоких режимах резания, особенно, по сравнению с рассверливанием и, соответственно, положительно воздействуют на производительность в целом.
Насадные зенкеры — разновидность инструмента, используемого для механообработки отверстий Dmin=32 мм и Dmax=80 мм. Они оснащаются пластинами из твердых сплавов или полностью изготавливаются из этого материала. Конструкцией в них предусмотрено 4 режущие кромки. На станке они фиксируются посредством оправки. Центрирование в ней инструмента осуществляется за счет конического отверстия. Обрабатывать отверстия Dmin=50 мм и Dmax=100 мм лучше всего насадными зенкерами, оснащенными вставными ножами.
Чтобы избежать в ходе работ провертывание зенкера в оправке, на последней делаются два выступа, входящие в соответствующие пазы инструмента.
Виды и приемы сверления
Сверление– это операция по образованию сквозных и глухих отверстий в сплошном материале, выполняемая при помощи режущего инструмента – сверла.
Различают сверление ручное – ручными пневматическими и электрическими сверлильными устройствами (дрелями) и сверление на сверлильных станках. Ручные сверлильные устройства используются для получения отверстий диаметром до 12мм в материалах небольшой и средней твердости (пластмассы, цв.металлы и др.). Для сверления и обработки отверстий большого диаметра, повышения производительности труда и качества обработки используют настольные сверлильные и стационарные станки – вертикально-сверлильные.
· По предварительной разметке(выполненной разметочным инструментом), по разметке сверлят одиночные отверстия. Предварительно на деталь наносят осевые риски, затем кернят углубления в центре отверстия. Керновое отверстие окружности делают глубже, чтобы дать предварительное направление сверлу. Сверление осуществляют в два приема – сначала выполняют пробное сверление, а затем окончательное.
· По шаблону– применение шаблона экономит время, так как на заготовку переносят контуры ранее размеченных на шаблоне отверстий.
· Отверстия больших диаметровсверлят за два приема – сначала сверлом меньшего диаметра, а затем сверлом требуемого диаметра.
· Сверление глухих отверстий на заданную глубинуосуществляют по втулочному упору на сверле или измерительной линейки. Для измерения сверло подводят до соприкосновения с поверхностью детали, сверлят на глубину конуса сверла и отмечают по стрелке (указателю) начальное положение на линейке. Затем к этому показателю прибавляют заданную глубину сверления и получают цифру, до которой надо проводить сверление.
· Сверление неполных отверстий (полуотверстий)в тех случаях, когда отверстие расположено у края, к обрабатываемой детали приставляют пластину из того же материала, зажимают в тисках и сверлят полное отверстие, затем пластину убирают.
· Сверление под резьбу и под развертку.
Существуют общие правила сверления (как на станке, так и с помощью дрели):
* в процессе разметочных работ центр будущего отверстия обязательно следует отметить кернером, тогда при работе сверло устанавливается в керн, что способствует большей точности;
* при выборе диаметра сверла следует учитывать его вибрацию в патроне, в результате чего отверстие получается несколько большего диаметра, чем сверло. Отклонение это достаточно мало – от 0,05 до 0,3мм – и имеет значение в том случае, когда требуется особая точность;
* при сверлении металлов и сплавов в результате трения температура режущего инструмента (сверла, зенкера) значительно повышается, что приводит к быстрому его износу. Для того чтобы повысить стойкость инструментов, при сверлении используют охлаждающие жидкости, в частности воду;
* затупленные режущие инструменты не только образуют некачественные отверстия, но и сами быстрее выходят из строя, поэтому их следует своевременно затачивать: сверла – под углом (в вершине) 116-118º, конические зенкеры – 60, 90, 120º. Заточку производят вручную на заточном станке: сверло приставляют к кругу заточного станка одной из режущих кромок под углом 58-60º и плавно поворачивают его вокруг своей оси, затем таким же образом затачивают вторую режущую кромку.
При этом необходимо следить, чтобы обе режущие кромки были заточены под одинаковым углом и имели одинаковую длину;
· для сверления глухих отверстий на многих сверлильных станках имеются механизмы автоматической подачи с лимбами, которые и определяют ход сверла на нужную глубину. Если же ваш станок не оснащен таким механизмом или вы сверлите ручной дрелью, то можно использовать сверло со втулочным упором;
* если вам нужно просверлить неполное отверстие, расположенное у края детали, то наложите на деталь пластину из такого же материала, весь пакет укрепите в тисках и просверлите отверстие. Пластина затем снимается;
* когда необходимо просверлить отверстие в полной детали (например, в трубе), отверстие предварительно забивают деревянной пробкой. Если труба большого диаметра, а отверстие требуется сквозное, то приходится сверлить с двух сторон.
В этом случае, чтобы облегчить разметку и сделать ее наиболее точной, можно воспользоваться специальным приспособлением. Оно состоит из двух совершенно одинаковых призм, между которыми зажимается труба. Каждая призма имеет точно выверенные друг против друга зажатые в их противоположных вершинах встречные винты-кернеры. Призмы тоже точно выставлены с помощью боковых щек. Когда труба зажимается между призмами, на ней остаются небольшие, расположенные друг напротив друга лунки от винтов-кернеров. После сверления по такой разметке отверстия в трубе будут соответствовать друг другу с гораздо большей точностью;
* получить ступенчатые отверстия можно двумя способами: первый способ: сначала сверлится отверстие наименьшего диаметра, затем (на нужную глубину) – отверстие большего диаметра и последним просверливается отверстие наибольшего диаметра; второй способ: с точностью до наоборот: сначала на нужную глубину сверлят отверстие наибольшего диаметра, затем – меньшего, и в конце – наименьшего диаметра;
* если нужно просверлить отверстие на криволинейной плоскости или плоскости, расположенной под углом, то сначала следует сделать (выпилить, вырубить) площадку, перпендикулярную к оси будущего отверстия, накернить центр, а затем сверлить отверстие;
* отверстия диаметром свыше 25мм сверлят в два приема: сначала просверливают отверстие сверлом меньшего диаметра (10…20мм), а затем рассверливают сверлом нужного диаметра;
* при сверлении деталей имеющих большую толщину (при глубоком сверлении), когда глубина отверстия более пяти диаметров сверла, его нужно периодически вынимать из отверстия и выдувать стружку, иначе инструмент может заклинить;
* композиционные (состоящие из нескольких разнородных слоев) материалы трудно сверлить, прежде всего потому, что при обработке на них возникают трещины. Избежать этого можно очень простым способом: перед сверлением такой материал нужно залить водой и заморозить – трещины в этом случае не появятся;
* высокопрочные материалы – сталь, чугун – обычные сверла не берут. Для их сверления у слесарей большой популярностью пользуются сверла с наконечниками из так называемого победита. Он был получен в России в 1929 году, он состоит из 90% карбиде вольфрама и 10% кобальта. Для этой же цели можно обзавестись и алмазным сверлом, наконечник которого изготовлен с применением синтетических алмазов, – оно заметно увеличивает скорость сверления металла.





