
Pereosnastka.ru
Обработка дерева и металла
Неисправности штангенинструментов и их проверка.
Наиболее характерными неисправностями штангенинструментов, в результате которых нарушается точность показаний, являются: износ измерительных поверхностей и затупление острых концов губок; износ и деформация рабочих поверхностей штанг и рамки; перекос основной рамки; неправильная установка нониуса; ослабление пружины; износ резьбы винта и гайки микрометрической подачи и ряд других. п Показания штангенинструментов с величиной отсчета и 0,05 мм проверяют с помощью концевых мер длины 2-го класса точности (6-го разряда), а с величиной отсчета 0,1 мм — концевыми мерами длины 3-го класса.
Перекос подвижной губки относительно неподвижен выявляется также с помощью концевой меры длины.
Установив в двух крайних положениях концевую меру, снимают показания и по их разности судят о величине непараллельности измерительных поверхностей, вызванной перекосом подвижной губки.
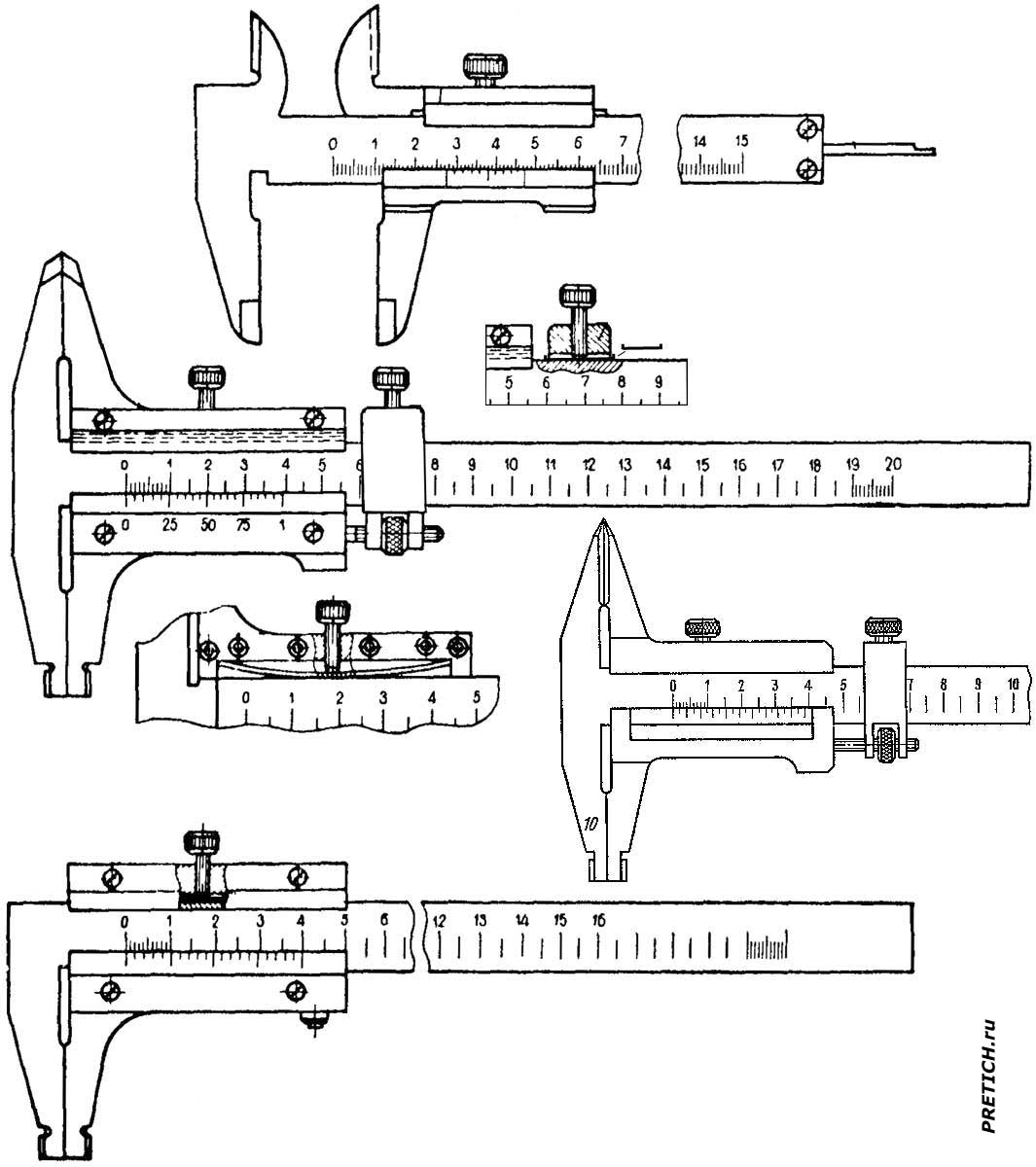
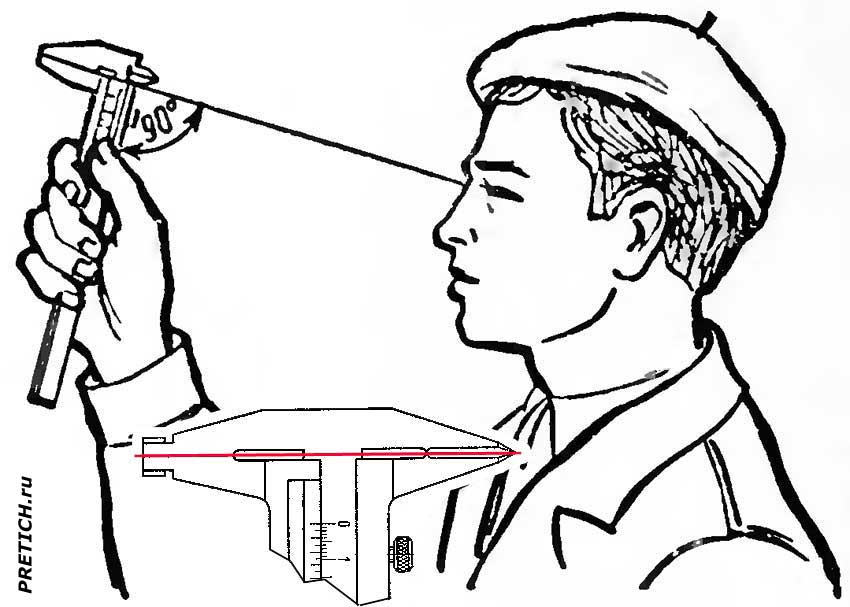
Износ измерительных поверхностей определяют по величине несовпадения нулевых штрихов шкал штанги и нониуса при плотно сдвинутых губках. Для штанген-инструментов с величиной отсчета 0,02 и 0,05 мм просвет между измерительными поверхностями не должен превышать 0,003 мм, а для штангенинструментов с величиной отсчета 0,1 мм — 0,006 мм. На рис. 79,6 показано, как с помощью концевых мер и лекальной линейки можно на глаз определить величину просвета между измерительными поверхностями.
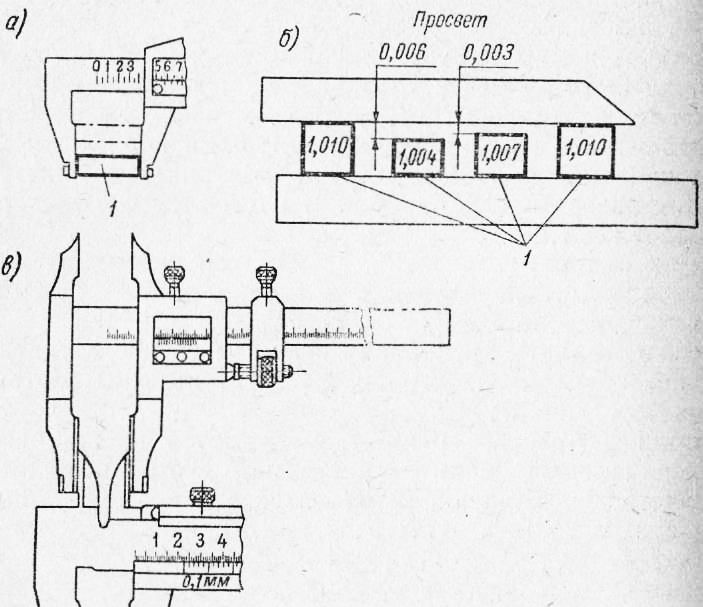
Схема проверки износа рабочих поверхностей губки для внутренних измерений приведена на рис. 1, е. Между губками для наружных измерений помещают концевую меру, а затем с помощью другого штангенинст-румента проверяют расстояние между губками для внутренних измерений. Это расстояние должно быть равно размеру концевой меры.
Износ штанги устанавливают лекальной линейкой на просвет.
Ремонт штангенинструментов. Износ рабочих поверхностей штангенинструментов устраняют рихтовкой губок с последующей их доводкой. Рихтовкой устраняют также дефекты измерительных поверхностей губок и доживаются совпадения нулевых штрихов шкал. После рихтовки приступают к доводке измерительных поверх-постей плоскопараллельными притирами, для чего штангенциркуль закрепляют в тисках, притир помещают между губками, а рамку сдвигают до соприкосновения губок с притиром. В этом положении Рамку закрепляют стопорным винтом и, перемещая при-г между губками с небольшим усилием, производят R доводку поверхностей со стороны как острых, так и тупых губок до достижения плоскостности, параллельности и одинакового размера раствора обеих сторон.
Прямолинейность измерительных поверхностей проверяют лекальной линейкой, а параллельность губок рамки губкам штанги и размеры между ними контролируют концевыми мерами, при этом усилие, с которым мера вводится между губками, должно быть одинаковым для обеих сторон. Вставив концевую меру не с конца губок, а сбоку по всей плоскости и одновременно слегка поворачивая ее, можно определить степень параллельности поверхностей. Если плитка будет задерживаться концами губок, свободно вращаясь дальше по всей поверхности, или будет иметь зазор впереди, значит, губки непараллельны.
Наружные поверхности тупых губок доводятся до получения параллельности. Размер губок должен быть равен целому числу миллиметров с десятыми долями (например, 9,8 мм). После доводки губок нониус устанавливают на нулевое деление штанги. Для этого губки сдвигают до соприкосновения измерительных плоскостей и зажимают подвижную рамку. Затем нониус передвигают до совпадения первого и последнего делений, при этом его шкалы должны точно совпасть с первым и соответствующим делениями штанги. В этом положении нониус закрепляют.
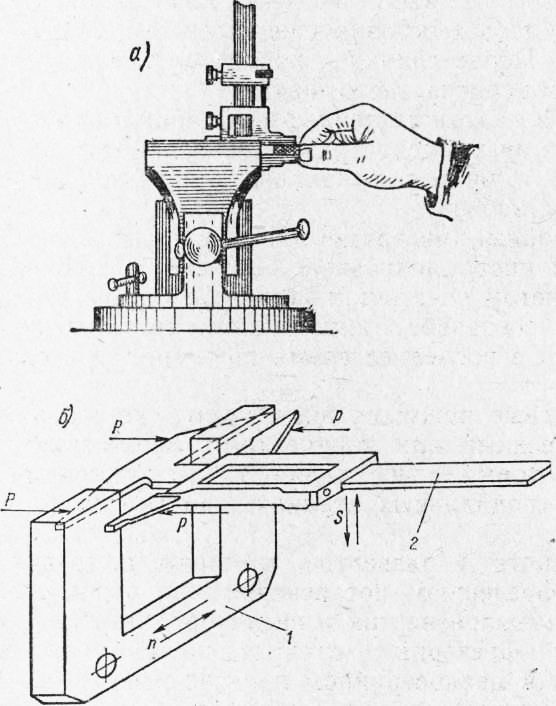
При ремонте большого количества штангенциркулей доводку измерительных поверхностей можно механизировать. Схема механизированной доводки приведена на рис. 2,б. Сложное зигзагообразное движение при механической доводке складывается в результате двух движений: горизонтального возвратно-поступательного движения притира 1 (при я = 400 дв. ход./мин и длине хода 23 мм) и вертикального поступательного движения штангенциркуля 2 (движение периодической подачи 5 = 1,5—3 м/дв. ход. притира). ДлЬ обеспечения качества доводки оба движения согласованы между собой. Штангенциркуль получает вертикальное перемещение только тогда, когда движется притир. На половине хода притира при максимальной скорости штангенциркулю сообщается также вертикальная подача небольшой величины. В крайних же точках пути притира, где скорость его равна нулю, вертикальная подача штангенциркуля прекращается. Давление доводки должно составлять Р—2—3 кг/см2.
При механической доводке губок штангенциркуля применяют чугунные притиры, шаржируемые микропорошком М20.
Ремонт штангенциркулей облегченного тина при поломке губок производят в следующем порядке. После отпуска в соляной ванне отрезают изношенный или сломанный конец губки. Затем в утолщенной части ножки дисковой фрезой прорезают паз, по ширине равный толщине губки. Новую заготовку губки вставляют в паз ножки и совместно сверлят два или три отверстия, затем обе части склепывают. Губки опиливают до заданных размеров и закаливают. После зачистки осуществляют доводку их измерительных поверхностей.
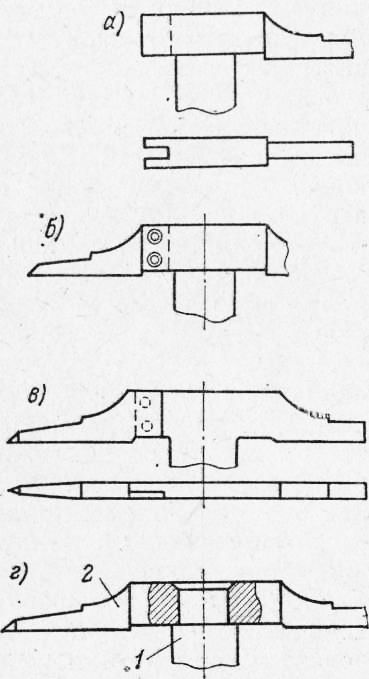
При поломке обеих губок верхнюю ножку целиком заменяют новой. Для этого выбивают заклепки и снимают со штанги поломанную ножку. В заготовке новой ножки фрезеруют и опиливают прямоугольное окно, по форме и размерам равное торцу штанги. Затем на штангу надевают ножку, выверяют перпендикулярность ее положения относительно граней штанги, сверлят в другом месте отверстия и приклепывают ножку. Губки опиливают так, чтобы их конфигурация и размеры соответствовали форме губок рамки, и затем их доводят.
Поломанные губки рамки заменяют новыми, для чего, выбив заклепки и сняв негодную губку, на ее место приклепывают заготовку новой губки, опиливают ее, закаливают и доводят.
Ремонт поломанных губок штангенциркулей со штампованной штангой несколько сложнее, так как вся штанга вместе с губками имеет одинаковую толщину и врезать новую губку невозможно. Приклепывание внакладку не всегда обеспечивает достаточную прочность соединения. Можно применить сварку, однако лучше всего заменить всю верхнюю часть штанги, установив новую ножку.
С этой целью после отжига и отрезки губок торец линейки фрезеруют или опиливают вручную так, чтобы на гранях линейки образовались заплечики, в которые упирается ножка. При опиливании измерительных плоскостей губок ножки необходимо следить за тем, чтобы нулевое деление нониуса рамки примерно совпадало с нулевым делением шкалы на линейке, так как при значительном смещении нониуса на его торце придется снимать слишком большой слой металла, что ухудшит качество ремонта.
Деформация штанги может быть вызвана искривлением или неравномерным износом ее рабочей поверхности. Искривление штанги устраняется правкой, осуществляемой выгибанием в тисках с помощью трех узких латунных прокладок.
Неравномерный износ штанги устраняют припили-ванием и доводкой на притирочной плите, контролируя прямолинейность лекальной линейкой или методом на краску. Вмятины и забоины зачищают бархатным напильником, оселком и мелкой шкуркой с маслом.
Для устранения несовмещения нониуса со шкалой линейки его переставляют. Если торец нониуса упирается в стенку окна рамки и не может быть передвинут, то его подпиливают. Одновременно распиливают и отверстия под винты, после чего, переставив нониус, закрепляют его в правильном положении.
Ремонт других универсальных измерительных инструментов (угломеров, штангенрейсмусов и штангенглу-биномеров) аналогичен ремонту штангенциркулей.
Основными дефектами штангенглубиномера могут быть непрямолинейность опорной поверхности, отсутствие перпендикулярности линейки относительно опорной плоско.сти и неправильная установка нониуса.
Для обеспечения прямолинейности опорной плоскости корпуса и торца линейки они совместно доводятся на плите. Выдвинув линейку над плоскостью корпуса, с помощью лекального угольника проверяют перпендикулярность ее относительно опорной плоскости.
Ремонт нониуса производится так же, как и штангенциркуля. При установке линейки на определенный размер торец ее совмещают с плоскостью глубиномера. В этом положении нулевое деление нониуса совмещается с нулевым делением шкалы линейки или с делением, соответствующим высоте набора концевых мер, после чего нониус крепят винтами.
Что такое штангенциркуль?
Штангенциркуль (нем. Stangenzirkel) — это универсальный измерительный инструмент, который предназначается для высокоточного измерения наружных и внутренних линейных размеров, а в некоторых случаях – глубин отверстий.
Штангенциркуль является самым распространенным инструментом измерения, поскольку удобен в обращении, имеет простую конструкцию, и способен проводить измерения с максимальной скоростью.
Название штангенциркуля, также, как и других штангенинструментов (штангенглубиномера, штангенрейсмаса), связано с конструктивными особенностями этого инструмента. Он имеет измерительную штангу с основной шкалой и нониус – вспомогательную шкалу, применяемую для отсчета долей делений. Максимальная точность измерений варьируется, в зависимости от модели, в пределах от десятых до сотых долей миллиметра. Более точные показания можно получить только при помощи микрометра, который может снимать показания с точностью до тысячных долей миллиметра.
Исторически, период появления и развития штангенциркуля относят к началу XVII века, ведь именно тогда появился первый деревянный штангенциркуль. Однако, первый настоящий штангенциркуль с нониусом в современном понимании появился в работе всего триста лет назад – в конце XVIII века, в Лондоне. Следует отметить, что современный штангенциркуль – это лишь усовершенствованный, в соответствие с новыми технологиями, аналог того самого первого инструмента конца восемнадцатого века.
Нониус был изобретен Португальским математиком Педру Нунишем. В то время, он работал над изобретением навигационного прибора, однако принцип, выработанный при этом, основанный на том, что человеческий глаз точнее определяет совпадение делений на шкалах, нежели относительное положение одного деления между двумя другими, лег в основу нониуса, названного в его честь.
Современную конструкцию шкалы нониуса придумал французский математик Пьер Вернье в 1631 году, поэтому, в честь него, нониус также называют «верньер» (Рисунок 1).
Рисунок 1. Принцип действия нониуса.
Интересным является тот факт, что в немецком языке словом Stangenzirkel называют циркуль, применяемый для начертания окружностей и дуг больших радиусов. По-немецки, штангенциркуль называется Messschieber («раздвижной измеритель») или Schieblehre («раздвижная рейка») (Рисунок 2).

Рисунок 2. Штангенциркуль без нониуса. Германия, XIX век.
В СССР, на профессиональном сленге разновидности штангенциркулей, массово поставляемые под марками «Columbus» и «MAUSER», приобрели соответствующие нарицательные имена. Таким образом, «Колумбус» или «Колумбик» – это разновидность штангенциркуля, оснащенная глубиномером, а «Маузер» – штангенциркуль повышенного качества для авиационной промышленности.
Обычный штангенциркуль (Рисунок 3) состоит из:
2. подвижной рамки;
4. губки для внутренних измерений;
5. губки для наружных измерений;
6. линейки глубиномера;
8. винта для зажима рамки.
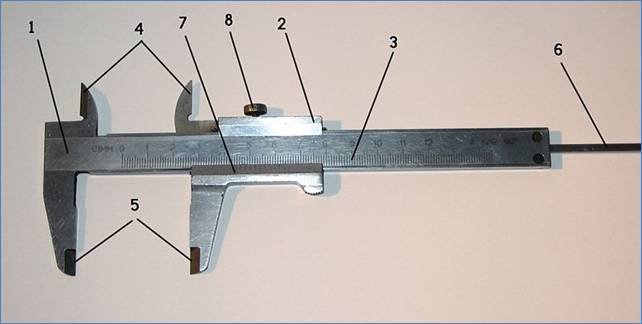
Рисунок 3. Устройство штангенциркуля.
Штангенциркули, в зависимости от способа снятия показаний, бывают:
– Нониусные – оборудованные обычным нониусом.
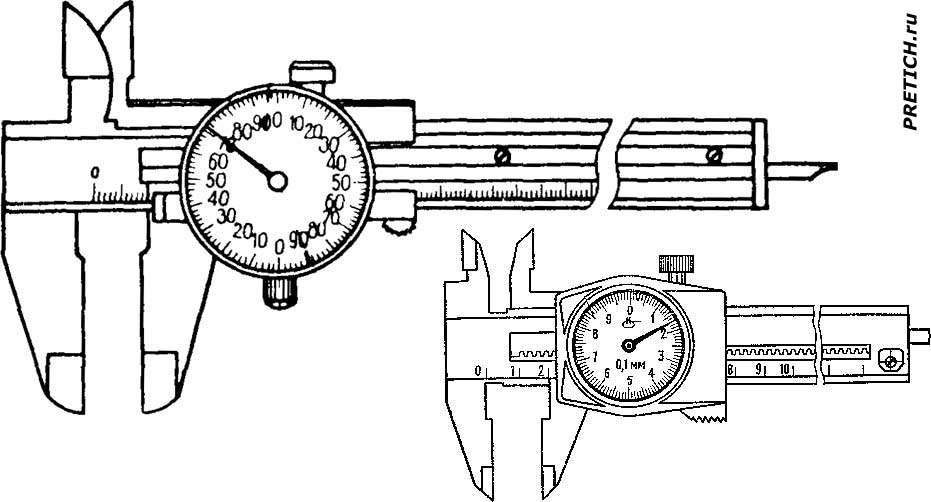
– Циферблатные – которые вместо нониуса оснащены циферблатом часового типа для удобства и быстроты снятия показаний,
– Цифровые – имеют цифровой, жидкокристаллический дисплей, для наивысшей точности измерения и удобства считывания результатов (Рисунок 4).

Рисунок 4. Сверху вниз: Нониусный, Циферблатный, Цифровой штангенциркули.
Для опытного инженера, провести измерения, используя штангенциркуль, не составит труда. Однако, для остальных пользователей, порядок отсчета показаний штангенциркуля по шкалам штанги и нониуса, нуждается в пояснении (Рисунок 5). После того, как размер детали будет зафиксирован в губках наружных измерений, необходимо произвести следующие действия:
1. Сначала необходимо посчитать число целых миллиметров. Для этого, на шкале штанги находят штрих, ближайший слева к нулевому штриху нониуса. Его числовое значение запоминают или записывают;
2. Затем, необходимо высчитать доли миллиметра. Для этого, на шкале нониуса находят штрих, ближайший к нулевому делению и, при этом, совпадающий со штрихом шкалы штанги. Порядковый номер штриха умножают на цену деления нониуса (как правило, 0,01мм).
3. После этого, подсчитывают полное, точное значение показания штангенциркуля. Для этого, суммируют значение целых миллиметров и долей миллиметра.
Рисунок 5. Порядок отсчета показаний штангенциркуля.
В соответствии с ГОСТ 166-89, штангенциркули могут быть определенного вида и иметь маркировку:
• ШЦ-I — штангенциркуль, имеющий двустороннее расположение губок, предназначающихся для измерения наружных и внутренних линейных размеров, а также оборудованный линейкой для измерения глубин;
• ШЦК — штангенциркуль, оборудованный круговой шкалой. Здесь, показания штангенциркуля, отвечающие положению губок, считывают при помощи шкалы штанги и по положению стрелки круговой шкалы головки, сцепленной шестеренкой с рейкой штанги. В отличие от нониусного отсчета показаний, данная конструкция, позволяет считывать результаты измерений быстрее и проще;
• ШЦТ-I — штангенциркуль, имеющий одностороннее расположение губок, изготовленных из твёрдых сплавов, предназначающихся для измерения наружных линейных размеров и глубин в условиях повышенного абразивного износа;
• ШЦ-II — штангенциркуль, имеющий двустороннее расположение губок, предназначающихся для измерения наружных и внутренних линейных размеров и для разметки. При этом, для облегчения разметки, ШЦ-II оснащен рамкой микрометрической подачи.
• ШЦ-III — штангенциркуль, имеющий одностороннее расположение губок, предназначающихся для измерения наружных и внутренних линейных размеров.
• ШЦЦ — Штангенциркуль обладающий цифровой индикацией. Это электронный штангенциркуль.
Помимо ГОСТ 166-89, в России, штангенциркули изготавливаются по ТУ 3933-145-00221072-2003. В соответствие с данным ТУ, могут выпускаться штангенциркули следующих моделей:
– ШЦС-200 – штангенциркуль, который предназначается для измерения наружных и внутренних линейных размеров, размеров между ступенчатыми поверхностями различных деталей, а также измерения глубины отверстий и уступов. ШЦС-200 изготавливается из коррозионно-стойких сталей.
– ШЦСУ-200 – модификация штангенциркуля ШЦС-200, изготавливающаяся из конструкционных и инструментальных сталей.
– ШЦГ-200 – модификация штангенциркуля ШЦС-200, оборудованная глубиномером, изготавливающаяся из коррозионно-стойких сталей.
– ШЦЦС – цифровой, современный штангенциркуль, который изготавливается из коррозионно-стойких сталей. Отличительными особенностями данного прибора являются: возможность предварительной установки нуля, возможность вывода результатов измерений на внешние устройства через цифровой интерфейс RS-232, возможность вывода показателей, как в миллиметрах, так и в дюймах.
Отдельно, можно выделить штангенциркуль разметочный ШЦР, который предназначается для проведения разметочных работ на различных твердых поверхностях.
Поверка штангенциркулей производится в соответствии с ГОСТ 8.113-85, в котором определен порядок проведения данной процедуры.
Работая со штангенциркулем, рекомендуется протирать его салфеткой, смоченной в водно-щелочном растворе, после чего насухо вытирать. Хранить штангенциркуль рекомендуется в защитном чехле. Не допускается падение или грубые удары штангенциркуля, для предотвращения деформации штанги инструмента, а также царапин на измерительных поверхностях, которые могут повлечь снижение точности измерения прибора.
Набор слесарных инструментов СРТО-1









Наведите на картинку для увеличения








Набор инструментов слесаря-ремонтника предназначен для проведения работ по поддержанию производственно-технологического оборудования в рабочем состоянии.
При помощи входящего в набор инструмента слесарь может производить широкий спектр ремонтных работ, например:
- слесарная обработка отдельных деталей и узлов механизма — разметка, правка, нарезка вручную резьбы, опиливание, сверление, шабрение, развертывание отверстий;
- вырубка смазочных канавок в подшипниках и вкладышах;
- частичный или полный ремонт продольных и поперечных салазок, суппортов;
- сборка и регулировка коробки скоростей и подач металлообрабатывающих станков;
- проверка точности, отладка и испытание станков с программным управлением;
- монтаж и демонтаж, испытание, регулирование и наладка сложного и особо сложного оборудования для последующей его сдачи с ремонта и т.д.
Набор слесаря-ремонтника позволяет осуществлять сервисное обслуживание и ремонт различных станков (в том числе деревообрабатывающих, сверлильных, фрезерных, токарных), прессового и штамповочного оборудования, подвижных частей транспортеров, конвейерных, а также производственных линий, промывочных установок, шкафов сушильных, гальванических ванн и т.п.
Входящий в набор инструмент сертифицирован (при необходимости предоставляется соответствующая документация).
Гарантийный срок — 12 месяцев.
Технические данные
| Габариты, мм: | |
| длина | 460 |
| высота | 400 |
| глубина | 230 |
| Масса, кг, не более | 14,5 |
Ключ гаечный двусторонний рожковый 12х13 мм, Ключ гаечный двусторонний рожковый 14х17 мм, Ключ гаечный двусторонний рожковый 8×10 мм, Ручка шариковая, Паспорт, Блокнот для заметок, Рулетка 3 м, Зубило 160 мм, Сумка, Набор надфилей 1 комп, Ключ трубный КТР №1, Напильник круглый 200 мм, Штангенциркуль ШЦ-1-125, Напильник трехгранный 200 мм, Ключ гаечный двусторонний рожковый 18х19 мм, Ключ гаечный двусторонний рожковый 24х27 мм, Ключ гаечный двусторонний рожковый 27х30 мм, Ключ гаечный двусторонний рожковый 30х32 мм, Ножовка по металлу 300 мм, Перчатки трикотажные ПВХ 1 пара, Ключ гаечный двусторонний рожковый 13×14 мм, Ключ гаечный двусторонний рожковый 17×19 мм, Ключ гаечный двусторонний рожковый 19х22 мм, Линейка металлическая 300 мм, Ключ гаечный двусторонний рожковый 5,5х7 мм, Кернер, Головка торцевая 10 мм, Головка торцевая 11 мм, Головка торцевая 12 мм, Головка торцевая 13 мм, Головка торцевая 14 мм, Головка торцевая 15 мм, Головка торцевая 17 мм, Головка торцевая 8 мм, Напильник плоский 200 мм, Головка торцевая 9 мм, Нож складной, Отвертка шлицевая 190 мм, Запасное полотно ножовочное, Отвертка крестовая №2х200 мм, Отвертка крестовая №1х165 мм, Отвертка шлицевая 160х0,6х4,0 мм, Ключ с присоединенным квадратом 300 мм, Плоскогубцы комбинированные 200 мм, Удлинитель 125 мм, Зубило 240 мм, Ключ гаечный двусторонний рожковый 22х24 мм, Удлинитель 250 мм, Бородок слесарный 6,3х160 мм, Головка торцевая 27 мм, Головка торцевая 30 мм, Ключ с присоединенным квадратом, малый 210 мм, Плоскогубцы переставные 150 мм, Головка торцевая 19 мм, Ключ трещоточный, Головка торцевая 22 мм, Головка торцевая 24 мм, Плоскогубцы регулируемые 250 мм, Шарнир, Ключ гаечный разводной КР-30, Молоток 0,6 кг, Ключ гаечный двусторонний рожковый 14х15 мм, Ключ гаечный двусторонний рожковый 16х17 мм, Отвертка комбинированная, Головка торцевая 18 мм, Угольник металлический, Отвертка шлицевая 250 мм, Набор шестигранных ключей с закруг. жалом 1,5-10,0 1 комп, Головка торцевая 16 мм, Ключ гаечный двусторонний рожковый 7х8 мм, Ключ гаечный двусторонний рожковый 9х11 мм, Гайколом (комплект М9-М22)
Профессия слесарь-ремонтник
Основная задача слесаря-ремонтника состоит в том, чтобы восстановить работоспособность механизмов разной сложности и максимально продлить срок их службы.
Историческая справка
 Профессия слесаря-ремонтника появилась, когда люди начали изготавливать и применять сложные механизмы, для обслуживания которых были нужны специальные навыки и знания. Эти мастера проводили сборку устройства, его наладку, техническую поддержку и ремонт. Письменные документы, в которых впервые упомянуты слесари, были обнаружены в венском архиве, они датируются 1463 годом.
Профессия слесаря-ремонтника появилась, когда люди начали изготавливать и применять сложные механизмы, для обслуживания которых были нужны специальные навыки и знания. Эти мастера проводили сборку устройства, его наладку, техническую поддержку и ремонт. Письменные документы, в которых впервые упомянуты слесари, были обнаружены в венском архиве, они датируются 1463 годом.
Первый цех, где трудились замочники-шлоссеры (от нем. Schlosser) сформировался в 1545 году в Германии.
Работа его членов заключалась в «реанимации» сломанных дверных замков.
Описание профессии
Остановимся на том, что делает слесарь, и в чем заключается особенность его работы. Чаще всего он имеет дело с металлом, хотя некоторые мастера разбираются в древесине, пластике и других материалах. В работе (ручной выделке, сборке и починке разного рода изделий) слесарь использует в основном простые инструменты (молоток, отвертку, зубило, ножовку, плоскогубцы), сложные станки не применяются.
С развитием новых технологий профессия слесаря-ремонтника стала многопрофильной. Теперь мастера, которые разбираются в автотранспорте, промышленном оборудовании (горном, химическом, машиностроительном), сантехнических системах – это отдельные специалисты.
Практически на любом предприятии действует своя служба, которая обеспечивает выполнение разных видов ремонтных работ:
- текущих, при которых производится быстрая замена вышедшей из строя детали;
- планово-профилактических, когда с определенной периодичностью проверяется работоспособность всех узлов и агрегатов, осуществляется их наладка и доводка до нужного состояния;
- капитальных, в ходе которых заменяются сломанные или изношенные основные системы механизмов для их максимальной производительности и надежности.
Работа слесаря состоит в том, чтобы обнаружить все неисправности, быстро и правильно устранить их, восстановить изношенные элементы, защитить их от коррозии, отрегулировать и притереть друг к другу. От скорости и качества выполнения ремонта во многом зависит эффективность работы организации или предприятия.
На каких специальностях учиться
Обучение слесарь-ремонтник проходит в средних профессиональных учебных заведениях, где есть специальность «мастер слесарных работ» с различными профилями:
- по ремонту подвижного состава;
- по ремонту сельскохозяйственных машин и оборудования;
- по оборудованию тепловых сетей и котельных и др.
Поступление в колледжи и техникумы проходит по конкурсу аттестатов за 9 или 11 класс.
Лучшие ссузы для обучения
Выучиться на слесаря можно в технических колледжах страны. Несколько вариантов для примера:
 Политехнический колледж № 8 им. И. Ф. Павлова. Это одно из ведущих образовательных заведений Москвы, где готовят специалистов для всех сфер деятельности мегаполиса. Сюда берут выпускников 9 и 11 класса, курс обучения длится 2 года 10 месяцев и 43 недели соответственно. Учащиеся осваивают сразу три профиля: инструментальщик, ремонтник и мастер механосборочных работ.
Политехнический колледж № 8 им. И. Ф. Павлова. Это одно из ведущих образовательных заведений Москвы, где готовят специалистов для всех сфер деятельности мегаполиса. Сюда берут выпускников 9 и 11 класса, курс обучения длится 2 года 10 месяцев и 43 недели соответственно. Учащиеся осваивают сразу три профиля: инструментальщик, ремонтник и мастер механосборочных работ.- Екатеринбургский промышленно-технологический техникум им. В. М. Курочкина. Здесь учат слесарей всех направлений. Выпускники востребованы на Уральском электромеханическом заводе, на Уралмашзаводе, Уралтрансмаше и других предприятиях, входящих в число социальных партнеров ссуза.
- Тюменский техникум строительной индустрии и городского хозяйства. В этом учебном заведении готовят мастеров слесарных работ. Есть также отделение в с. Ярково, специализирующееся на обслуживании автотранспорта и сельхозмашин. Найти работу помогает центр содействия трудоустройству выпускников.
- Самарский колледж сервиса производственного оборудования им. Е. В. Золотухина. Учащиеся этого ссуза осваивают навыки обслуживания механизмов, применяющихся в разных отраслях промышленности. По этому направлению колледж считается профильным в области, здесь собраны лучшие преподаватели, есть хорошая материальная база.
- Сормовский механический техникум им. П. А. Семенова (г. Нижний Новгород) дает навыки слесарного дела по разным специализациям. Здесь активно применяется целевое обучение по направлению от предприятия.
 Политехнический колледж № 8 им. И. Ф. Павлова. Это одно из ведущих образовательных заведений Москвы, где готовят специалистов для всех сфер деятельности мегаполиса. Сюда берут выпускников 9 и 11 класса, курс обучения длится 2 года 10 месяцев и 43 недели соответственно. Учащиеся осваивают сразу три профиля: инструментальщик, ремонтник и мастер механосборочных работ.
Политехнический колледж № 8 им. И. Ф. Павлова. Это одно из ведущих образовательных заведений Москвы, где готовят специалистов для всех сфер деятельности мегаполиса. Сюда берут выпускников 9 и 11 класса, курс обучения длится 2 года 10 месяцев и 43 недели соответственно. Учащиеся осваивают сразу три профиля: инструментальщик, ремонтник и мастер механосборочных работ.После получения диплома выпускники могут устраиваться на работу или подавать документы для поступления в вуз.
Обязанности на работе
Теперь о том, что делает слесарь-ремонтник. В зависимости от места работы могут быть нюансы, но в целом к его функциям относятся:
- слесарная обработка деталей, ремонт и изготовление разных инструментов и приспособлений;
- разборка и сборка механизмов и узлов оборудования, их испытание под нагрузкой и настройка;
- обслуживание машин и агрегатов;
- устранение неполадок в работе гидравлической, пневматической и механической систем.
В целом же, от кандидата работодатель ожидает наличия таких знаний и навыков:
- понимание устройства и принципа действия механизмов, подлежащих ремонту;
- знания по материаловедению, основным физическим и химическим законам;
- соблюдение технологии производства работ, испытаний и настройки;
- умение читать схемы и чертежи.
 понимание устройства и принципа действия механизмов, подлежащих ремонту;
понимание устройства и принципа действия механизмов, подлежащих ремонту;Учитывая характер работы и применение разных травмоопасных приспособлений и инструментов, важно соблюдать правила техники безопасности, прописанные в инструкциях.
Кому подходит
Слесарями трудятся в основном мужчины, для женщин профессия слишком тяжела. Личные качества, необходимые хорошему специалисту:
- точность и отличная память;
- ответственность и организованность;
- находчивость и изобретательность;
- аккуратность и внимательность;
- развитый глазомер;
- физическая сила и выносливость.
Плюсы профессии: востребованность, неплохая зарплата, возможность дополнительного заработка на стороне. Минусы: трудная, грязная и часто монотонная работа, риск получения травм и профессиональных заболеваний.
Сколько получают
В среднем по стране слесари-ремонтники получают от 25 до 33 тысяч рублей. Чем больше стаж и квалификационный разряд, тем выше зарплата. В полтора-два раза больше готовы платить работодатели в отдаленных регионах.
Как построить карьеру
Профессиональный рост слесаря-ремонтника заключается в постепенном повышении разряда с соответствующим увеличением дохода. Сделать серьезную карьеру без дополнительного образования на этой должности нельзя.
Штангенциркуль
Содержание: Скрыть Открыть

Штангенциркуль – это универсальный измерительный прибор для определения линейных размеров деталей с установленной точностью. С его помощью можно производить измерения наружных и внутренних размеров деталей, а также глубины отверстий при условии наличия выдвижной штанги.
Устройство и применение штангенциркулей
Наиболее популярными областями применения штангенциркуля является строительство, ремонт машин и оборудования, обработка металлических и деревянных изделий. Сфера применения фактически не имеет ограничений – он может быть использован для определения размеров с точностью 0,1 или 0,05 мм (в зависимости от типа инструмента) в любой сфере деятельности – и в быту, и в аэрокосмической отрасли. Возможности применения ограниченны лишь размером шкалы и требованиями точности (до 0,01 мм для электронных штангенциркулей).

Устройство штангенциркуля достаточно простое. Основным элементом является неподвижная штанга со шкалой и губками для наружных и внутренних размеров, к которой крепятся подвижные и фиксирующие элементы.
- Передвижная рамка;
- Подвижные губки для определения внутреннего размера;
- Подвижные губки для определения наружного размера;
- Шкала нониуса;
- Штанга глубиномера;
- Винт для крепления рамки.
В отдельных моделях возможно наличие подвижной шкалы в верхней части с дюймовой системой измерения.
Как снять показания с помощью штангенциркуля

Перед началом работы необходима поверка штангенциркуля на точность. Для этого необходимо полностью свести губки и проверить совпадение нулей на обеих шкалах. Если нет совпадения, то в зависимости от требуемой точности необходимо либо взять другой инструмент, либо учесть имеющуюся погрешность.
В процессе измерения учтите следующие рекомендации:
- Для замера внешнего размера разведите губки штангенциркуля, поместите предмет и соедините их.
- Замер внутреннего размера производится путем размещения соответствующих верхних губок внутрь измеряемой области и их разведением до упора
- Губки должны упереться в края детали. Если поверхность твердая, то можно немного сжать для плотной фиксации, для мягкой этого делать не следует, т. к. можно исказить результат.
- Проверьте расположение штангенциркуля относительно измеряемой детали на отсутствие перекосов. Для этого губки должны располагаться на одинаковом расстоянии от края детали.
- Зафиксируйте нониус крепежным винтом.
- Определите целое число миллиметров по основной шкале.
- Находим совпадение штриха на нониусе с нулем основной шкалы и отсчитываем количество делений.
- Умножаем количество делений нониуса на цену деления и суммируем со значением основной шкалы.
Виды штангенциркулей
В целом, все виды штангенциркулей можно разделить на механические и электронных в зависимости от типа шкалы. Основными видами, согласно ГОСТ 166-89 являются:
- ШЦ-I — инструмент с 2-сторонним размещением губок для измерения наружных и внутренних величин и глубиномером.
- ШЦК — оснащен круговой шкалой для определения точного размера. Более простой в применении, чем штангенциркуль с отсчетом по нониусу.
- ШЦТ-I — односторонние губки для измерения наружных линейных размеров. Отличается высокой стойкостью к износу.
- ШЦ-II — оснащен двумя губками для наружного и внутреннего замера и разметки, а также рамкой микрометрической подачи.
- ШЦ-III — односторонние губки для определения наружных и внутренних размеров.
- ШЦЦ — электронный штангенциркуль с цифровой индикацией.

Техническое состояние и поверка штангенциркуля
Одним из наиболее важных требований обеспечения точности инструмента является его чистота. Намагниченный слой металлических опилок, консервирующая смазка, грязь – все это может значительно исказить результат измерений. Также на результат влияет износ инструмента, его деформация, нарушения настроек. Во избежание этого необходима ежегодная поверка штангенциркуля специализированном сервисном центре с ремонтом и настройкой. Самая же простая проверка корректности показаний – это совпадение нулевых штрихов при полном закрытии губок.
Действующие ГОСТы
Производство и поверка инструмента регулируется рядом государственных стандартов. Так, определяет технические условия на штангенциркули ГОСТ 166-89. Порядок поверки инструмента определён в ГОСТ 8.113-85.
Ремонт штангенциркулей всех типов
В данной статье я подробно опишу ремонт штангенциркулей – отечественных или импортных, не имеет значения. Поэтапно: определение дефектов, разборка, первичный осмотр, устранение физических дефектов, сборка, заточка разметочных губок, доводка плоскостей, доводка губок для внутренних измерений, поверка.
Штангенциркули – это самые массовые измерительные инструменты, как на производстве, так и в ремонтно-наладочных работах. Простые, надежные, достаточно точные. Тем не менее, и они приходит в негодность, а очень многие проводят измерения, даже не догадываясь, что этот инструмент давным-давно требует ремонта.
Отсутствие ремонтной базы этого инструмента сказывается негативно и на качестве продукции, и влечет дополнительные немалые затраты. То, что можно сравнительно легко отремонтировать – списывается и покупается новый инструмент. В то время как своевременная профилактика и ремонт средств измерения (СИ), позволят использовать их долго, эффективно, малозатратно.
+ Щелкайте по рисункам, чтобы увеличить!
Штангенциркули могут иметь какую-нибудь одну поломку, но чаще, в результате интенсивной эксплуатации, они имеют целый букет мелких и серьезных дефектов. Это и износ измерительных поверхностей, притупление острых разметочных губок, коррозия, забоины, погнутые губки или штанга.
Независимо от дефектов, ремонт проводится полный.
Вначале производится первичная диагностика, цель которой выяснить возможность и целесообразность ремонта. Зачастую инструмент имеет серьезные физические повреждения или крайне изношен, а мудрые советы ветеранов-ремонтников для таких случаев потеряли свою актуальность еще в конце 70-х, начале 80-х годов. Ремонт такого инструмента становится экономически неоправданным – большие затраты человеко-часов, а результат нестабильный, кратковременный.
Если ремонт признан целесообразным, инструмент сперва разбирается, все части укладываются на один фанерный или пластмассовый лоток. Не стоит разбирать сразу несколько штангенциркулей, чтобы не перепутать детали (например, подвижные рамки). Все промывается в так называемом “авиационном бензине” Б-70, либо в растворителе “Калоша” (“Галоша”), Уайт-спирите или же просто автомобильном бензином. Промывка осуществляется в металлических или пластмассовых ванночках. Затем все вытирается и сушится. Надеюсь не надо повторять требований по технике безопасности? В помещении не курить, во время работы с бензином заточные или прочие работы, которые искрой могут вызвать воспламенение, воспрещены. Также необходима вытяжка.

Проводится внешний осмотр и устранение внешних дефектов – забоины убираются надфилем, алмазным бруском. Царапины удаляются прохождением по металлу кусочком вулканитового круга – вдоль следа заводской шлифовки (штрих в штрих). Надо внимательно смотреть и случайно не стереть шкалы и разметки, которые могут быть нанесены фотохимическим способом. Так же удаляются следы коррозии. Затем, если требуется, проводится рихтовка штанги губок или рамки. Выравнивают медным или латунным молотком на свинцовой или латунной наковальне, что бы не создавать забоин и вмятин. Также можно проводить выравнивание в тисках, с помощью трех стальных валиков. Контроль проводится с помощью лекальных линеек на просвет.
Затем проводится сборка штангенциркуля. Здесь обращаем внимание на плоскую пружину на подвижной рамке – на ее износ и изогнутость (необходимое усилие сдвига проверяем динамометром). Изношенную пружину меняем на запасную, или как временное решение – ее можно слегка выгнуть и подложить алюминиевую фольгу. Винт микрометрической подачи должен быть зафиксирован ровно и надежно, если требуется, резьбу проходим плашкой (леркой). Рамка микрометрической подачи также должна иметь металлическую прокладку, чтобы стопорный винт не повреждал направляющую штанги.
Завершив сборку, затачиваем разметочные губки штангенциркуля – используем хороший заточной станок, либо алмазный круг (если разметочные губки из твердого сплава, иначе и не получится). Здесь сложность в том, что заточка губок проводится в их сомкнутом состоянии, они должны быть одинаковые по длине, и вершина острого угла приходилась точно на измерительную плоскость. В крайнем случае, это можно выправить алмазным надфилем, в конце ремонта.
После этого штангенциркуль, особенно губки, следует размагнитить. Для этого используем либо самодельный дроссель, либо специальное размагничивающее устройство.
Теперь приступаем к доводке рабочих плоскостей.

Для доводки нам нужно 3-4 притира. Их изготавливают из чугуна, один из латуни. По боку нужна сетчатая накатка, по краям снимается фаска. Притиры маркируется по номерам. Затем доводятся до плоскопаралелльности с точностью 5-10 мкм на доводочных плитах.
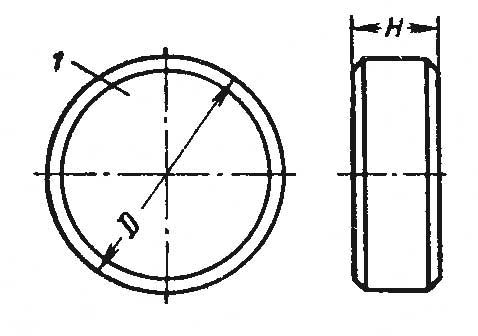
На рисунках выше: притир, цифрой 1 обозначена рабочая плоскость. D – диаметр,
30 мм, Н – толщина,
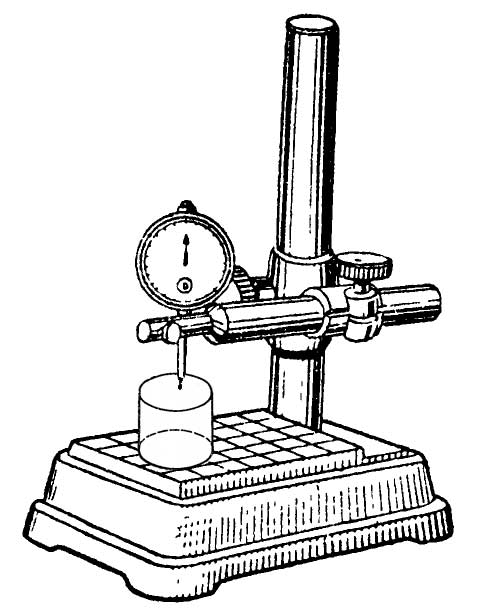
Плоскопаралелльность контролируется индикаторной стойкой, где головка имеет цену деления 1 мкм. Можно, но нежелательно использовать для этого рычажные микрометры или толщиномеры, соответствующей точности.

В зависимости от степени износа – проверяем на просвет – используем сперва доводочные порошки или пасту крупной зернистости, затем более мелкой. Можно использовать целый ряд различных доводочных порошков или паст. Например, электрокорунд белый. Но так, как часть штангенциркулей имеет вставки из твердого сплава, а их обрабатывают только алмазными пастами, то целесообразно все доводить именно алмазными пастами (чтобы не иметь целую гору различных притиров).
Источник света должен находиться за штангенциркулем, но не должен слепить глаза ремонтнику. Штангенциркуль слегка поворачивается по воображаемой оси измерительных плоскостей (на рисунке эта ось обозначена красной линией).
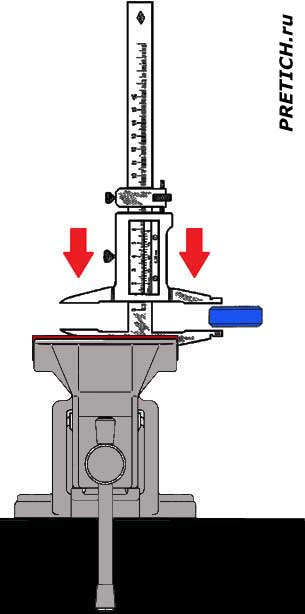
Штангенциркуль зажимается в тисках с латунными (медными, бронзовыми) губками (или накладками) штангой вверх. Тиски должны быть немного развернуты, чтобы губки штангенциркуля смотрели вам примерно в правое плечо (если вы левша, то все надо делать наоборот). Выбираем те губки для притирки, на которых нет просвета. На притир с двух сторон наносится немного алмазной пасты и равномерно растирается. Поднимаем подвижную рамку, вставляем притир и прижимаем его рабочей плоскостью. Некоторые мастера рекомендуют закручивать фиксирующий винт – этого не стоит делать. Просто равномерно прижимаем губки левой рукой. На рисунке выше: синим цветом обозначен притир, две красные стрелки – прижим рамки пальцами левой руки. Прижим должен быть не сильным, равномерным, его можно варьировать, в зависимости от типа просвета.
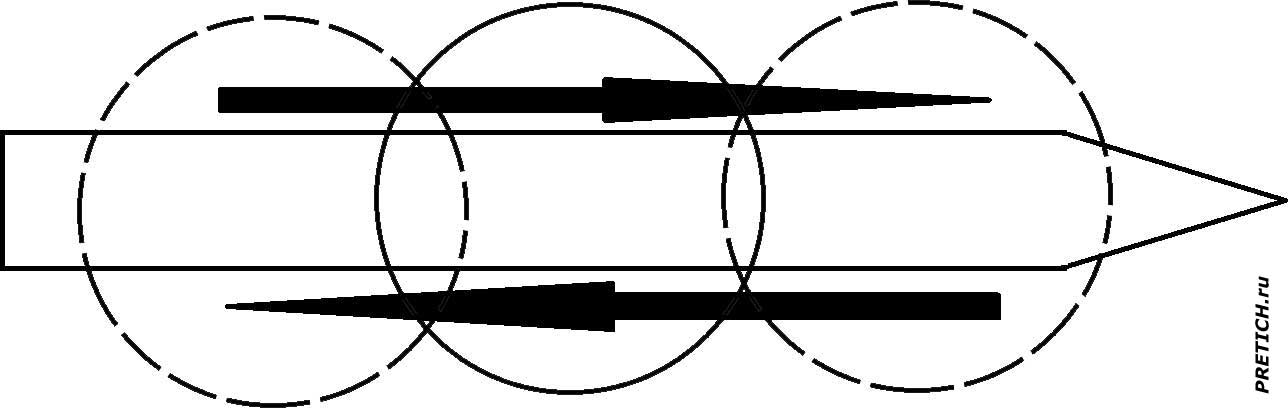
Доводка осуществляется движением притира возвратно-поступательными движениями, строго вдоль оси измерительных площадок. Как на рисунке выше. Т.е. штрих от доводки должен быть ровным и параллельным. Движение притира должно быть с некоторым усилием, из-за прижима подвижной рамки. Через 3-5 движений, притир разворачивается на произвольный угол 250-30-90 градусов (так износ притира будет равномерным). Как только паста начнет сохнуть и становится вязкой, притир убираем. Протираем его и доводимые плоскости ветошью. Вытаскиваем штангенциркуль из тисков, сводим губки и смотрим на просвет. Он должен постепенно уменьшаться, повторяем процедуру, пока он не исчезнет совсем. Так же доводим и другую сторону.
В случае если просвет не ровный, а клином, притираем сперва ту сторону, где клин – образуется более-менее ровный просвет, начинаем притирать сторону без просвета. Таким образом, подгоняя то эту, то ту сторону, добиваемся полного исчезновения просветов.
Завершающий этап доводки – проходим все губки с двух сторон латунным притиром – он даст нам высокую чистоту обработки (это красиво, хотя и не обязательно).
Далее протираем губки бензином и плотно их сомкнув и зафиксировав зажимным винтом, выставляем нониус.
Затем приступаем к выравниванию губок внутренних измерений – они имеют не измерительную плоскость, а радиус. При сильном износе его выравнивают с помощью бархатного надфиля, или мелкого бруска, подгоняя под целые значения (например, 9,7 или 9,5). Окончательный радиус придают деревянным бруском с нанесенной мелкой алмазной пастой вручную. Или узкой полоской бархатки с пастой ГОИ. Если износ в пределах допуска, то новый размер – измеренный микрометром – наносится на губку электроискровым карандашом. Ну а потом, выставляется нониус на ноль, в общем – все штатно.
Это ремонт штангенциркуля ШЦ-II и ему подобных. Штангенциркуль типа ШЦ-III ремонтировать проще, так как там измерительные губки только в одну сторону. Процесс такой же.
С массовым и крайне популярным штангенциркулем типа ШЦ-I, именуемым в народе “Колумбиком” немного иначе. Основные проблемы: зачастую не регулируемый нониус – значит, при доводке невозможно его выставить, и если штангенциркуль выходит из допуска, его однозначно списывают. Советы “бывалых”, вроде постучать молотком по губкам – не работают. Штангенциркуль полностью из закаленной стали. и если попадется и не закаленный, этими ударами мы нарушим структуру металла и его все равно “поведет” через некоторое время.
Одно время я на таких штангенциркулях полностью удалял нониус – снимал слой металла на подвижной рамке, на шлифовальном станке. Сверлил отверстия, нарезал резьбу и ставил обычные нониусы. но это было слишком затратно.
Была некогда интересная идея – наращивать слой металла в гальванической ванне. Я пробовал этот метод. Никель отслаивается. А хром, вроде бы дает результат, но он дает очень твердую “бахрому”, которая попросту царапает и поверочный инструмент, и измеряемые детали. Новые модели ШЦ-I выпускаются уже с регулируемым нониусом.
Вторая проблема ШЦ-I это губки для внутренних измерений – их одновременно используют как разметочный инструмент. Измерительная плоскость “заострена” и легко вырабатывается, а использование их как чертилки – лишь усугубляет ситуацию. Очень скоро просвет в этих губках становится слишком большим, и он опять же – идет на списание. С глубиномером проще. Делается небольшая оправка из текстолита или иного материала, сбоку два винта, и нижний торец доводится на плите.
Импортные штангенциркули. По-сути они соответствуют все тем же моделям, какие были в СССР. Но очень часто, особенно у аналогов ШЦ-I ремонтопригодность крайне низкая – ее принесли в жертву внешнему виду. И часто из-за этой красоты инструмент невозможно отремонтировать.
С другой стороны, масса импортных и современных отечественных штангенциркулей вместо нониуса имеют электронное табло или круговую шкалу со стрелкой. Это существенно облегчает ремонт и продлевает срок службы штангенциркулей этого типа – проводится доводка, потом переставляется стрелка. Зубчатая рейка имеет тенденцию к износу. Износ относительный, зачастую достаточно извлечь эту рейку и перевернуть другой стороной, и штангенциркуль проработает еще достаточно долго. Стальные шестерни изнашиваются, здесь уже ничего не поделаешь, если нет запчастей. Разбиваются посадочные места для осей шестеренок, здесь можно немного прочеканить отверстие стальным шариком – оно равномерно уменьшится. В штангенциркулях с электронным блоком просто задается нулевое значение.
В общем и целом, ремонт импортных штангенциркулей ничем не отличается от отечественных: та же разборка, промывка, зачистка забоин и коррозии, исправление деформированных элементов, доводка рабочих плоскостей и поверка стандартными способами.
Главная задача соответствующих служб предприятия – это не доводить штангенциркули, как и прочие СИ до такого плачевного состояния. Постоянно поддерживая инструменты в хорошем состоянии, можно сэкономить большие средства, сохраняя качество продукции на высоком уровне.
Ремонт прочего штангенинструмента будет описан в одной отдельной статье.
Михаил Дмитриенко, специально для PRETICH.ru
2020 г.

| Комментарии |
| Добавить комментарий |
| Пожалуйста, авторизуйтесь для добавления комментария. |
| Реклама |
| Последние комментарии |
Новости Не все в Болгарии пред. Не все в Болгарии пред. Статьи Дело было в 2000 году. В общем, я тоже покупа. Подробнее – вряд ли. В. Об инструментах бы поп. у нас дед был один, эт. Фотогалерея А сейчас казаки – одна. Сперва не понял. ока. 1974 – через четыре го. Эти Български марки де. Все зависит от места. . Отдельные страницы Нет комментариев доступные |
| Авторизация |
Вы не зарегистрированы? Забыли пароль? Учимся устанавливать солнечные батареи Еще 50 лет назад, получение электроэнергии от Солнца относилось исключительно Серпянка самоклеющаяся Давным-давно серпянка или бумажная лента была незаменима при строительстве и ремонте, так Монтаж косого планкена — подробная инструкция Многие отделочные работы можно выполнить самостоятельно, и монтаж Как сделать свой рокарий с хвойниками как на фото с Instagram? Мода на украшение Потолочные турники: виды и правила крепления Для поддержания хорошей физической формы совсем не обязательно Укладка паркетного массива. Массивная доска: грамотный выбор и укладка Массивная доска – один из |





