
7.3. Основные виды фрезерных работ
Основными способами фрезерования, обеспечивающими повышение производительности обработки, являются:
1) параллельное, т. е. одновременное, фрезерование нескольких заготовок или нескольких поверхностей одной заготовки. Это может быть осуществлено посредством установки на одной оправке соответствующего числа цилиндрических, дисковых и фасонных фрез или торцовых фрез на различных шпинделях с помощью одной торцовой фрезы большего диаметра или одной цилиндрической фрезы достаточной длины.
При таком способе фрезерования резко сокращается трудоемкость обработки вследствие совмещения машинного времени отдельных переходов и уменьшения вспомогательного времени;
2) последовательное фрезерование нескольких заготовок, установленных в ряд на столе станка (или нескольких поверхностей одной заготовки), по мере их подвода к фрезе в процессе работы;
3) фрезерование на поворотных столах и приспособлениях. При этом способе трудоемкость обработки уменьшается вследствие совмещения большей части вспомогательного времени с машинным, так как снимают обработанную заготовку и устанавливают новую во время фрезерования детали на другой позиции стола или приспособления;
4) фрезерование с подачей в обе стороны (маятниковая подача). Этот способ обработки является разновидностью предыдущего. Его применяют для небольших поверхностей длинных заготовок, для которых использование поворотных устройств затруднено;
5) непрерывное фрезерование. Этот способ фрезерования заключается в том, что обрабатываемые заготовки устанавливают на круглом непрерывно вращающемся столе или в барабанном устройстве и фрезеруют торцовыми фрезами, закрепленными на шпинделях станка. При этом способе штучное время может быть очень близким или равным машинному времени. Производительность при непрерывном фрезеровании является наиболее высокой из всех описанных способов обработки.
На фрезерных станках обрабатывают: плоские поверхности; пазы, канавки и шлицы; всевозможные фасонные поверхности; зубчатые колеса, винтовые канавки и др.
Поверхности цилиндрических фрез можно обрабатывать при движении стола станка с закрепленной заготовкой навстречу направлению вращения фрезы, т. е. методом встречного фрезерования (рис. 57, а), или в том же направлении – методом попутного фрезерования (рис. 57, б).
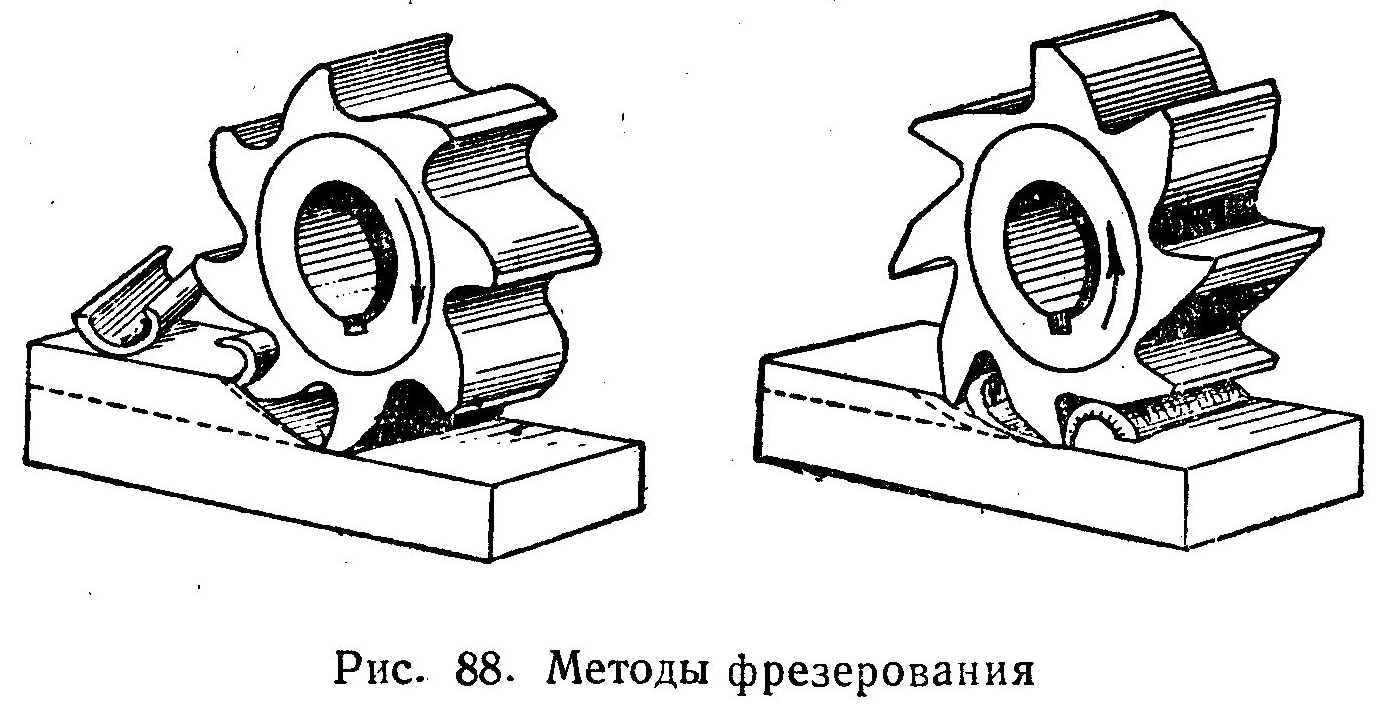
Рис. 57. Методы фрезерования: а – встречный; б – попутный
В обоих случаях стружка, снимаемая каждым зубом фрезы, имеет форму запятой, но в первом случае толщина стружки постепенно увеличивается в процессе резания, а во втором – уменьшается. Преимущество встречного фрезерования заключается в плавном возрастании нагрузки на зуб и во врезании зубьев в металл под коркой. Недостатком этого метода является стремление фрезы оторвать заготовку от поверхности стола.
На рис. 58 приведены различные виды обработки на фрезерных станках. Точность фрезерования зависит от типа станка, инструмента, режимов резания и других факторов. В среднем фрезерованием может быть достигнута точность в пределах 3–4-го классов, а при скоростном и тонком фрезеровании – до 2-го класса. Чистота поверхности при чистовом фрезеровании может быть обеспечена в пределах 4–6-гo классов.

Рис. 58. Различные виды обработки на фрезерных станках: а – обработка плоскости цилиндрической фрезой; б – обработка плоскости торцовой фрезой; в – обработка вертикальной плоскости дисковой трехсторонней фрезой; г – обработка паза концевой фрезой; е – обработка плоскости двумя торцовыми фрезами; ж – обработка сложного профиля набором фрез
Обработка плоских поверхностей. Различают обработку горизонтальных, вертикальных, наклонных плоских поверхностей и уступов.
Горизонтальные поверхности обрабатывают на горизонтально- и вертикально-фрезерных станках цилиндрическими и торцовыми фрезами. Деталь в зависимости от ее формы и размеров закрепляют на столе в специальных машинных тисках (рис. 59, а) либо при помощи болтов, линеек и подкладок (рис. 59, б).
Вертикальные поверхности фрезеруют на тех же горизонтально- и вертикально-фрезерных станках, но с применением дисковых трехсторонних (рис. 59, в) концевых и торцовых фрез или на продольно-фрезерных станках торцовыми фрезами (рис. 59, г). Детали закрепляют на столе станка так же, как и при обработке горизонтальных поверхностей.
Обработку наклонных поверхностей производят на горизонтально-фрезерных станках одноугловыми фрезами (рис. 59, д) или на вертикально-фрезерных станках со шпинделем, установленным под углом а, торцовыми фрезами (рис. 59, е). Заданный угол а можно получить только на станках, у которых шпиндельная головка может поворачиваться в вертикальной плоскости.
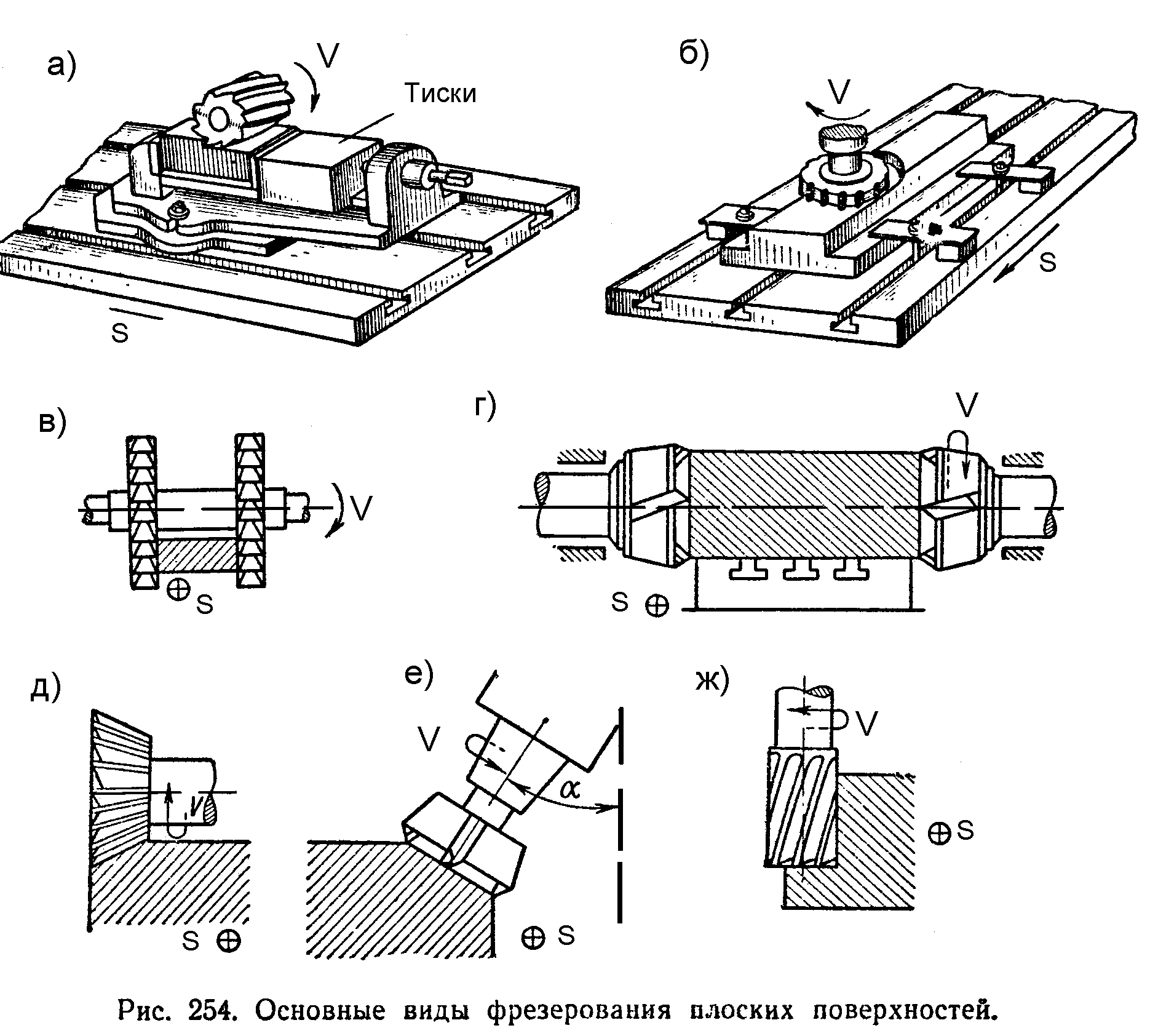
Рис. 59. Основные виды фрезерования плоских поверхностей: а – обработка горизонтальных поверхностей в тисках; б – обработка горизонтальных поверхностей с закреплением деталей на столе станка; в – обработка вертикальных поверхностей с применением дисковых трехсторонних фрез; г – обработка вертикальных поверхностей торцовыми фрезами; д – обработка наклонных поверхностей одноугловыми фрезами; е – обработка наклонных поверхностей торцовыми фрезами; ж – обработка уступов концовыми фрезами
Уступы обрабатывают на вертикально-фрезерных станках концевыми фрезами (рис. 59, ж); в этом случае одновременно фрезеруются две взаимно-перпендикулярные плоскости поверхности.
Обработка пазов, канавок и шлицев. Пазы прямоугольные, Т-образные и типа ласточкина хвоста фрезеруют, как правило, на вертикально-фрезерных станках при помощи соответствующих концевых фрез (рис. 60, а, б). Прямоугольные пазы можно также обрабатывать на горизонтально-фрезерных станках дисковыми трехсторонними фрезами.
При фрезеровании шпоночных канавок прямоугольного сечения пользуются концевыми и специальными шпоночными фрезами. Обработку ведут на вертикально-фрезерных станках. Иногда такие канавки выполняют на горизонтально-фрезерных станках при помощи дисковых трехсторонних фрез.
Деталь обычно закрепляют на столе станка в специальных машинных тисках с установочной призмой и поворотными губками.
Шлицы обрабатывают на горизонтально-фрезерных станках обычно прорезными фрезами.
Обработка фасонных поверхностей. Для фрезерования фасонных поверхностей небольших размеров на горизонтально-фрезерных станках применяют фасонные фрезы, профиль которых соответствует профилю изготовляемой детали (рис. 60, в). Поверхности деталей более сложной формы обрабатывают набором отдельных простых фрез (рис. 60, г) либо при помощи специальных копиров.
Объемные фасонные поверхности (штампы и т. д.) фрезеруют на специальных копировально-фрезерных станках.
Обработка зубчатых колес и винтовых канавок. Цилиндрические зубчатые колеса фрезеруют дисковыми модульными фрезами на горизонтально-фрезерных станках (рис. 60, д) или модульными пальцевыми фрезами на вертикально-фрезерных станках (рис. 60, е). Профиль фрезы должен соответствовать профилю впадины нарезаемого зуба. При крупносерийном и массовом производстве зубчатые колеса нарезают на специальных станках. Для поворота заготовок зубчатых колес на нужный угол, т. е. для деления окружностей на части, служат специальные приспособления к фрезерным станкам – делительные головки.
Существуют универсальные (с простым и дифференциальным делением), оптические и другие делительные головки; наиболее распространены первые, при помощи которых можно не только делить окружность на части, но и вращать обрабатываемую заготовку при фрезеровании винтовых канавок или зубьев.
Виды фрезеровок: особенности и преимущества
Фрезерование — механический метод обработки поверхностей различных материалов, таких как пластик, дерево, ДСП, оргстекло и других. Разнообразие способов фрезерной обработки позволяет придать изделию абсолютно любую форму и конфигурацию. Благодаря таким широким возможностям, метод используется в сферах рекламы, дизайна, изготовления сувениров и т.п.
Основные виды фрезерной обработки
Существуют разные виды фрезерной обработки. Каждый вид имеет свои особенности и преимущества. В зависимости от того, как налажен процесс обработки изделий, различают следующие виды фрезеровки:
- Синхронное. Способ предусматривает наличие у станка нескольких насадок. Благодаря этому, он работает одновременно с несколькими заготовками. В результате за небольшое количество времени удается выполнить больший объем работы.
- Поэтапное. Изделия обрабатываются поочередно — конвейером. Это позволяет наиболее качественно выполнить обработку одинаковых деталей (тиражей).
- Поворотное. Процесс полностью механизирован — как только снимается одна заготовка, с помощью поворотных приспособлений тут же насаживается другая. Это сокращает трудоемкость процесса.
- Работа-маятник. Принцип фрезеровки тот же, что и при поворотном виде обработки, но такой маневр используется на небольшом участке одной детали.
- Непрерывное. Это самый быстрый способ обработки. Изделия устанавливаются в специальные штыки на фрезерном аппарате и обрабатываются зубцами установки.

Виды рисунков фрезеровки и их особенности
Современные фрезерные станки с числовым программным управлением позволяют изготавливать огромное количество вариантов изделий: из разного материала, разной формы, техники выполнения и разного предназначения. С помощью фрезеровки можно нанести на поверхность материала следующие разновидности изображений:
2д фрезеровка. Технология 2д фрезеровки успешно заменила ручное управление и составила конкуренцию недешевой 3д печати. Используется для раскроя легких листовых материалов (пластика, дерева, МДФ, фанеры) фрезой на лазерном управлении. Выполняется фрезеровка заготовок, модель которых задана с помощью компьютерной программы. Заготовка обрабатывается одновременно несколькими фрезами, которые работают в разных плоскостях. В результате получается объемная двухмерная модель.


3д фрезеровка. Фрезерный аппарат обрабатывает изделие, основываясь на трехмерную модель изображения, которая заранее внесена в компьютер. Обработка заготовки происходит со всех сторон и в трех плоскостях одновременно. По заготовке станок проходит дважды: сразу создаются основные линии и формы модели (черновой проход), затем — четко оттачивается 3д-модель (чистовой проход). В итоге получается не плоское, а объемное, рельефное изображение. Из-за экономного энергопотребления и многообразия форм такой вид рисунка незаменим в работе с жесткими материалами — медью, алюминием и другими. Качественно обработать поверхность можно и из комбинированных материалов. Для фрезеровки не нужна дополнительная подготовка заготовки и финишная обработка.
Фигурная фрезеровка. Способ позволяет вырезать на изделии узоры любой сложности, получить настоящие художественные шедевры. Но, в отличие от ручного вырезания, фигурная фрезеровка на станках с ЧПУ выполняется намного быстрее, точно и филигранно. Срезы получаются идеально гладкими. Высокое качество обработанных краев снижает расходы на последующее выравнивание и шлифовку. Возможно серийное производство деталей. Данная разновидность фрезеровки популярна для дерева и деревосодержащих материалов, но подходит и для пластика, акрила, оргстекла.


Шлифовка. Позволяет создать идеально гладкую поверхность заготовок или готовых изделий из разных материалов. Шлифовка на ЧПУ станке превращает заготовку в аккуратную законченную деталь. Существует несколько видов шлифовки: плоскошлифовальная — для обработки плоскостей и сопряженных плоских поверхностей, круглошлифовальная — обработка цилиндрических и конических поверхностей, внутришлифовальная — применяется для шлифования поверхности сложной формы, где необходимо огибание, перемещение в разных направлениях.
Резка. С помощью дисковых отрезных фрез осуществляют раскрой необходимого материала: дерева, фанеры, ДСП, МДФ, пластик, акрил, оргстекло и других. В программе задается макет готового изделия, заготовку закрепляют в тисках и разрезают. Резку фрезой отличает высокая скорость раскроя, максимальная точность при любой кривизне заданных линий (линии реза соответствуют макету в векторном формате), порезка на необходимую глубину, ровные неоплавленные края. Резка фрезой возможна на материале разной толщины, под прямым углом и с закруглением, форма изделия может быть любая.


Фрезерование плоскостей. Фрезерные станки позволяют обрабатывать горизонтальные, вертикальные и наклонные плоскости. При этом используется вращательное движение — резание. Фрезерование плоскостей может выполняться торцовыми фрезами, цилиндрическими, концевыми. При использовании торцевых фрез деталь обрабатывают сразу несколькими фрезами, которые расположены с разных сторон. Это более производительный способ, подходящий для изделий большой площади. Более чистая поверхность получается при фрезеровании цилиндрической фрезой по подаче (при попутном фрезеровании). Существует черновая обработка плоскостей и чистовая. Для черновой используют цилиндрические фрезы с крупным зубом, для чистовой — с мелким зубом.
Мы выполняем фрезеровку дерева, ДСП, фанеры, оргстекла и других материалов. Предоставляем полный комплекс услуг — от разработки макета до изготовления продукции.
Заказывайте услугу фрезеровки у нас!
Для заказа фрезерной обработки перезвоните нам или закажите «обратный звонок». Заказы на фрезерную резку по электронной почте info@frezer365.ru принимаются и обрабатываются круглосуточно. Получить консультацию специалиста, уточнить детали заказа можно по телефону (посмотреть) или в нашем офисе, который находится в Москве в пределах МКАД.
Типы фрезерных станков и их назначение
На металлообрабатывающем оборудовании фрезерной группы можно выполнять различные операции обработки цилиндрическими, пазовыми, концевыми, торцевыми, фасонными фрезами, а также операции с использованием расточных резцов, сверл, разверток, зенкеров, приспособлений для нарезания резьбы. Таким образом стирается грань между оборудованием сверлильно-расточной и фрезерной групп. Спектр возможностей обрабатывающих центров еще шире: они производят, наряду с фрезерной, токарную обработку заготовок. Оснащение станков магазинами инструмента, револьверными головками, станочными приспособлениями расширяет возможности станков ЧПУ фрезерной группы, делает их более универсальными, значительно сокращает время перенастройки.
Разнообразие задач обработки металла определяет, какой тип или вид фрезерных станков нужен для реализации операций резания с требуемым качеством поверхности и необходимой точностью размеров, а также, каковы оптимальные финансовые вложения на покупку оборудования.
Основные виды фрезерных станков
 Различные виды оборудования для фрезеровки характеризуются следующими особенностями конструкции:
Различные виды оборудования для фрезеровки характеризуются следующими особенностями конструкции:
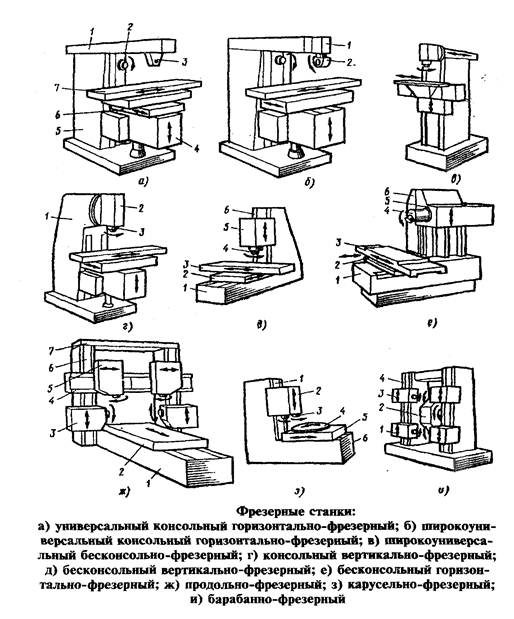
Горизонтально-фрезерные
Оснащены горизонтальным шпинделем и рабочим столом в виде консоли. Стол совершает продольные, поперечные и вертикальные перемещения относительно шпиндельного вала и обрабатывающего инструмента (фрезы), закрепленного в нем.
Вертикально-фрезерные (консольные)
Принципиально отличаются от горизонтальных положением оси инструмента: здесь она расположена вертикально. Наличие в конструкции агрегата рабочей консоли ограничивает возможность применения горизонтально-фрезерного и вертикально-фрезерного оборудования: их назначение — изготовление деталей небольшого веса, размер заготовки также сравнительно невелик.
Универсальные и широкоуниверсальные станки
Снабжены: в первом случае поворотным столом, во втором — поворотной шпиндельной головкой. Такой тип оборудования значительно расширяет перечень проводимых фрезерных операций.
Бесконсольные фрезерные
Имеют шпиндель, совершающий вертикальные перемещения, а передвижения фрезерного стола напоминают крест (перемещаются продольно-поперечно). Такая траектория движения рабочего стола определила второе основное название оборудования этого типа — фрезерные станки с крестовым столом. Особенность таких агрегатов — это не консольное, а жесткое основание для установки заготовки; распространенное назначение — фрезерование крупногабаритных деталей значительной массы.
Продольно-фрезерные
Снабжены столом, совершающим продольные перемещения относительно оси станка. Шпиндельная бабка, в свою очередь, двигается в поперечном и вертикальном направлении, поворачивается на заданный угол (опция). Для обработки крупногабаритных заготовок из металла используют продольно-фрезерные станки портального типа с установленной на две опоры траверсой, вдоль которой перемещается шпиндельная головка. Для станков с меньшими габаритами характерно консольное устройство шпиндельной бабки.
Копировально-фрезерные (объемно-фрезерные)
Производят фрезеровку заготовки, считывая заданную конфигурацию с образца с помощью специального копировального инструмента.
Шпоночные фрезерные
Характеризуются планетарным движением шпинделя, стол агрегата совершает возвратно-поступательные перемещения.
Карусельные фрезерные (непрерывного действия)
Имеют один или несколько вертикальных шпинделей, последовательно обрабатывающих подающиеся к ним заготовки. В конструкции применен принцип многопозиционной обработки.
Особую нишу в промышленном производстве занимают фрезерные станки с ЧПУ и обрабатывающие центры.
Фрезерные станки, оснащенные модулем ЧПУ
 При выборе и покупке фрезерного станка с ЧПУ необходимо знать определяющие технические параметры оборудования. Агрегаты, оснащенные модулем числового программного управления, имеют следующие особенности компоновки:
При выборе и покупке фрезерного станка с ЧПУ необходимо знать определяющие технические параметры оборудования. Агрегаты, оснащенные модулем числового программного управления, имеют следующие особенности компоновки:
- Положение шпинделя. Вращение многолезвийного обрабатывающего инструмента (фрезы) производится при горизонтальном или вертикальном положении оси, либо шпиндель поворачивается и устанавливается наклонно под заданным углом к заготовке.
- Количество шпиндельных головок. Конструктивно фрезерное оборудование может включать один, два и более шпиндельных валов, расположенных в различных плоскостях. Нередко станки с ЧПУ (например, продольно-фрезерные, универсальные или горизонтально-фрезерные) и обрабатывающие центры оснащаются дополнительной съемной шпиндельной головкой, расширяющей диапазон производимых работ и повышающих сложность получаемых поверхностей изделий из металла и других материалов.
- Конструкция рабочего стола. В зависимости от компоновки, стол перемещается в продольном (продольно-фрезерные), продольно-поперечном (горизонтально-фрезерные и вертикальные фрезерные агрегаты), поднимается или опускается (консольные фрезерные), поворачивается вокруг своей оси (карусельные, барабанного типа). Опционно устройством для поворота заготовки могут оснащаться агрегаты со столом, совершающим продольно-поперечные перемещения (например, горизонтально-фрезерные, в том числе консольные, или универсальные). При этом поворотное устройство монтируется на рабочий стол станка или встраивается в его плоскость, позволяя обрабатывать как поверхности вращения, так и длинномерные заготовки без дополнительных затрат времени на установку/снятие оснастки.
- Количество осей или степеней свободы. Варьируется от 2-х до 5-и. Такая особенность практически всех видов фрезерных станков по металлу определяет сложность конфигурации обрабатываемой поверхности, количество переустановок детали при проведении полного цикла фрезерных работ.
- Точность обработки характеризуется не только жесткостью узлов агрегата и конструкции в целом, но и возможностью точного позиционирования детали, применением различных измерительных приборов для контроля конфигурации режущих кромок, перемещения инструмента, а также определения положения и размеров детали.
- Наличие магазина инструмента и количество возможных позиций в нем. Число устанавливаемых и используемых при обработке резанием фрез доходит до нескольких десятков. Вариативность производимых операций повышает применение в конструкции таких видов фрезерных станков приводных державок для инструмента.
- Мощность оборудования определяет тип обрабатываемого материала, его прочностные характеристики. На мощных агрегатах всех основных типов фрезерных станков при использовании твердосплавного режущего инструмента возможна обработка резанием закаленных металлов (до HRC 60…75), высокопрочных и жаропрочных сталей, титановых сплавов, твердых композитных материалов, а также применение форсированных режимов — высокой скорости резания при значительной глубине обработки.
- Частота вращения шпинделя. Определяет диапазон материалов, поддающихся обработке, а также качество (чистоту) получаемой поверхности. Выбор станка для фрезерования зависит от того, какой материал планируется на нем обрабатывать. Например, универсальные станки с высокоскоростными режимами резания реализуют точную обработку вязких материалов, например, дюралюминия, латуни, цинкосодержащих сплавов и т.д.
- Размеры необходимой рабочей зоны основных типов фрезерных станков определяют габариты обрабатываемых заготовок.
Если перед вашим промышленным предприятием встал вопрос, какие типы фрезерных станков приобрести для производства той или иной продукции, свяжитесь с инженерно-техническими специалистами компании «СМК» по телефонам 8 (4822) 620-620
Получить консультацию
по инструменту, методам обработки, режимам или подобрать необходимое оборудование можно связавшись с нашими менеджерами или отделом САПР
Основные понятия о процессе фрезерования
Установки для автоматической сварки продольных швов обечаек – в наличии на складе!
Высокая производительность, удобство, простота в управлении и надежность в эксплуатации.
Сварочные экраны и защитные шторки – в наличии на складе!
Защита от излучения при сварке и резке. Большой выбор.
Доставка по всей России!
Фрезерование — это лезвийная обработка с главным вращательным движением резания, сообщаемым инструменту и имеющим постоянный радиус траектории, а также хотя бы одно движение подачи, направленное перпендикулярно оси главного движения.
Фрезерование является производительным и универсальным технологическим способом механической обработки заготовок резанием. В машиностроении фрезерованием обрабатывают плоскости, уступы, канавки прямоугольного и профильного сечения, пазы, фасонные поверхности и т.д. Фрезерование также используют для разрезания катаных прутков, резьбо- и зубофрезерования.
Для обработки плоских и фасонных поверхностей на фрезерных станках применяют фрезы — многозубый (многолезвийный) инструмент. Каждый зуб фрезы представляет собой простейший резец.
Назначение фрез. Основные типы фрез приведены на рис. 2.17. Для обработки открытых плоскостей на горизонтально-фрезерных станках применяют фрезы цилиндрические цельные (рис. 2.17, а) и сборные с вставными ножами (рис. 2.17, б).
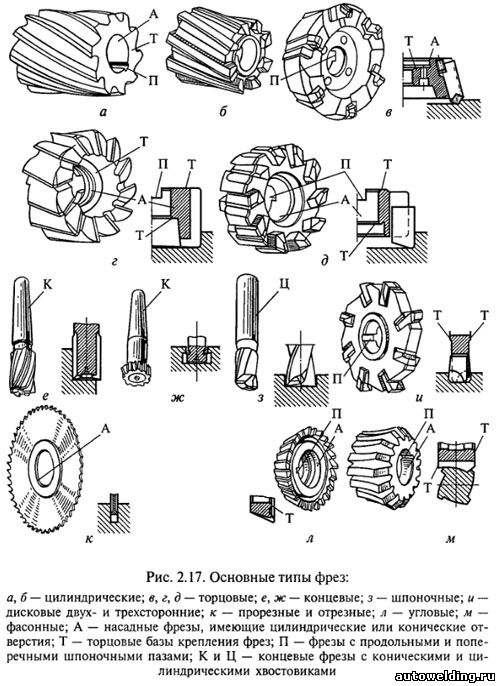
Для высокопроизводительной обработки сплошных и прерывистых плоскостей на вертикально-фрезерных и специальных станках используют торцовые фрезерные головки (рис. 2.17, в), оснащенные твердосплавными ножами.
Обработку сопряженных плоскостей, расположенных на разных уровнях, параллельных или наклонных (грани куба, шестигранники, скосы, уступы и т.п.), производят торцовыми насадными фрезами цельными (рис. 2.17, г) и с вставными ножами (рис. 2.17, д).
Фрезерование пазов и уступов осуществляют концевыми (рис. 2.17, е, ж), шпоночными (рис. 2.17, з) и дисковыми (рис. 2.17, и) фрезами. Для обработки полуоткрытых плоскостей, канавок и для копировальных работ широко применяются концевые фрезы (см. рис. 2.17, е). Для обработки закрытых шпоночных канавок применяют шпоночные фрезы (см. рис. 2.17, з).
Прорезку шлицев и узких щелей производят отрезными (рис. 2.17, к) и шлицевыми фрезами.
Угловые фрезы (рис. 2.17, л) применяют для фрезерования прямых и винтовых канавок между зубьями при изготовлении фрез, разверток, зенкеров и других инструментов. Фрезерование фасонных поверхностей производят фасонными фрезами (рис. 2.17, м).
При классификации фрез, кроме назначения, учитывают их конструкцию; способ их закрепления на станке; конструкцию зубьев; расположение зубьев относительно оси; направление зубьев.
Существуют следующие конструкции фрез: цельные; составные, (например, с припаянными или приклеенными режущими элементами); сборные (например, оснащенные многогранными пластинами из твердого сплава); наборные (наборы фрез), состоящие из нескольких отдельных стандартных или специальных фрез и предназначенные для одновременной обработки нескольких поверхностей.
Закрепление фрез на станках. Соединительными частями — базами крепления — у фрез могут служить цилиндрические отверстия с продольными или поперечными шпоночными пазами, конусные и цилиндрические хвостовики (см. рис. 2.17).
Цилиндрические, дисковые, торцовые насадные, угловые и фасонные фрезы закрепляют на фрезерных оправках. Для уменьшения биения фрезерной оправки опорные торцы фрез должны быть строго параллельны друг другу и перпендикулярны оси фрезы. Отклонение опорных торцовых поверхностей от оси фрезы не должно превышать 0,04. 0,05 мм. Вращение фрезам, закрепленным на оправке, передается продольной или торцовой шпонкой.
Торцовые насадные фрезы с мелким зубом крепят на укороченных оправках при помощи винта, а с крупным зубом и вставными ножами — на специальных оправках.
Концевые и шпоночные фрезы диаметром до 20 мм, для которых базой крепления служит цилиндрический хвостовик, закрепляют на концевых оправках при помощи цангового зажима. Концевые, торцовые и шпоночные фрезы диаметром свыше 200 мм, для которых базой крепления является конический хвостовик, устанавливают в шпинделе станка непосредственно или при помощи переходных конусных втулок. Затяжка конического хвостовика в коническом гнезде шпинделя производится винтом.
Торцовые фрезерные головки (см. рис. 2.17, в) крепят непосредственно на шпинделе станка. Базовое отверстие, шпоночный паз и отверстие для крепежных винтов выполняют согласно размерам передних концов шпинделей фрезерных станков.
Зубья фрезы могут быть острозаточенными (рис. 2.18, а) и затылованными (рис. 2.19, а). Острозаточенные зубья затачивают по задней поверхности под задним углом α (см. рис. 2.18, линии Т— Т). Эти зубья просты в изготовлении и обеспечивают высокую чистоту обработанной поверхности. Недостатками остроконечных зубьев являются уменьшение высоты зуба и потеря размеров профиля после переточки.
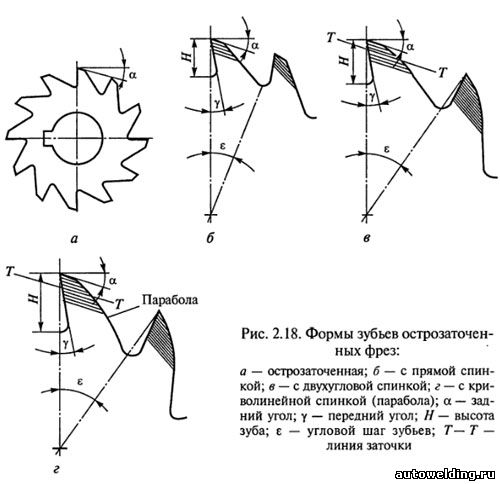
Применяются три типа острозаточенных зубьев: с прямой спинкой (рис. 2.18, б), двухугловой спинкой (рис. 2.18, в) и криволинейной спинкой (рис. 2.18, г). Зубья с прямой спинкой характерны для мелкозубых фрез, допускающих 6. 8 переточек зубьев и предназначенных для легких работ.
Зубья с двухугловой спинкой распространены у фрез с крупными зубьями, предназначенных для тяжелых работ. Спинка зуба, образованная двумя поверхностями, строится так, чтобы зуб имел форму, близкую к параболе. Фрезы с зубьями такого типа при большой прочности зуба имеют больший объем канавки.
Зубья с криволинейной спинкой, выполненной по параболе, обладают равной прочностью во всех сечениях, что позволяет увеличить высоту зуба, а следовательно, повысить число переточек и увеличить объем канавки.
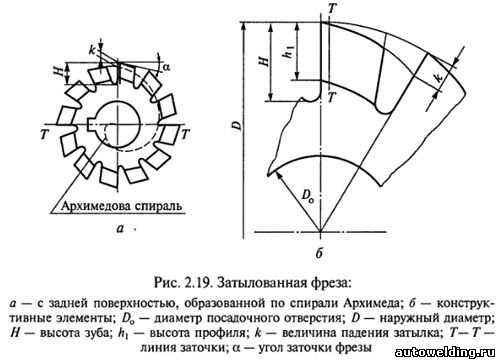
У затылованных фрез с задней поверхностью, образованной по спирали Архимеда (см. рис. 2.19, а), заточка ведется по передней поверхности (линия T— T). Зуб у этих фрез сохраняется неизменным по форме (рис. 2.19, б) и размерам фасонного профиля при всех переточках до полного использования фрезы. Затылованный зуб применяется главным образом у фасонных фрез.
По расположению зубьев относительно оси различают: фрезы цилиндрические с зубьями, расположенными на поверхности цилиндра (см. рис. 2.17, а и б); фрезы торцовые с зубьями, расположенными на торце цилиндра (см. рис. 2.17, г и д); фрезы угловые с зубьями, расположенными на конусе (см. рис. 2.17, л); фрезы фасонные с зубьями, расположенными на поверхности с фасонной образующей (см. рис. 2.17, м) (с выпуклым и вогнутым профилем). Некоторые типы фрез имеют зубья как на цилиндрической, так и на торцовой поверхности, например дисковые двух- и трехсторонние (см. рис. 2.17, и и к), концевые (см. рис. 2.17, е), шпоночные (см. рис. 2.17, з).
По направлению зубьев фрезы могут быть: прямозубыми (см. рис. 2.17, и и к); косозубыми (см. рис. 2.17, м) и с винтовым зубом (см. рис. 2.17, а). Угол наклона винтового зуба служит для обеспечения спокойного (без вибраций) фрезерования.
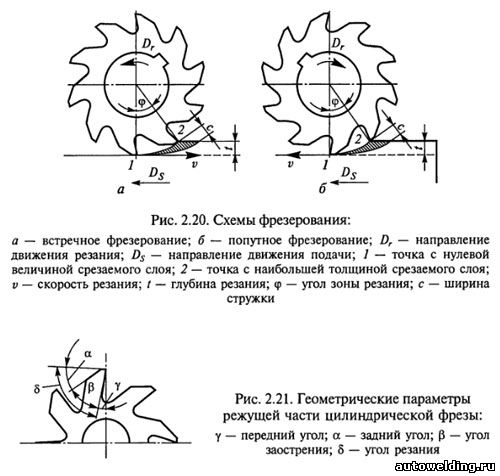
При осуществлении фрезерования применяются две схемы:
- встречное фрезерование (рис. 2.20, а). Направления движения подачи Ds и скорости фрезы v — встречные. Резание начинается в точке 1 (нулевая толщина срезаемого слоя) и заканчивается в точке 2 (наибольшая толщина срезаемого слоя);
- попутное фрезерование (рис. 2.20, б). Направление движения подачи Ds совпадает с направлением скорости v фрезы. Резание начинается в точке 2 (наибольшая толщина срезаемого слоя) и заканчивается в точке 1 (нулевая толщина срезаемого слоя).
При работе по первой схеме резания врезание затруднено, так как происходит скольжение зуба и большое выделение тепла, что ускоряет затупление фрезы. При работе по второй схеме обеспечивается более высокое качество обработанной поверхности и медленное затупление фрезы. Однако работа происходит толчками (в момент врезания зуба в металл), поэтому попутное фрезерование возможно только на специально приспособленных для этих целей станках.
Геометрические параметры фрез выбираются в зависимости от следующих факторов: материала заготовки и режущей части фрезы, ее конструкции, условий фрезерования. Передний γ и задний α углы резания образуются заточкой фрез (рис. 2.21).
Наличие переднего угла γ облегчает врезание инструмента и отделение стружки. При увеличении переднего угла улучшаются условия работы инструмента, уменьшается усилие резания, повышается его стойкость.
Однако слишком большой передний угол ослабляет тело режущего инструмента, прилегающее к лезвию, и оно будет легко выкрашиваться и ломаться. Отвод тепла в этом случае ухудшается. На основании этого для каждого инструмента рекомендуются вполне определенные значения переднего угла.
При малых углах α повышается трение, возрастают силы резания и температура резания, задние поверхности инструмента быстро изнашиваются и его стойкость снижается. При очень больших значениях углов а уменьшается прочность инструмента, ухудшается отвод тепла. Угол между передней и задней поверхностями лезвия фрезы называют углом заострения β в секущей плоскости.
Источник: Черпаков Б.И., Альперович Т.А. “Металлорежущие станки”, учебник. -М. 2003
Что это такое фрезеровка, и виды фрезерования
 Фрезерование – это вид обработки деталей с помощью фрез вручную или на станке.
Фрезерование – это вид обработки деталей с помощью фрез вручную или на станке.
В наше время фрезеровка имеет такое же распространение, как токарная обработка детали либо сверление.
Процесс фрезерования заготовки, выполненной из различного материала, заключается в обработке заготовки с помощью фрезы.
Фреза – это режущий инструмент, выполненный в виде зубчатого колеса, имеющего множество лезвий, который зажимается во фрезерном станке и, вращаясь с большой скоростью, снимает слои поверхности заготовки в нужном вам месте.
Обработка заготовки на станке
 Раньше сам фрезерный станок работал лишь вручную, поэтому велик был процент брака.
Раньше сам фрезерный станок работал лишь вручную, поэтому велик был процент брака.
С применением новых технологий и программирования появились новые фрезерные станки – с программным числовым управлением, использование которых облегчило и упростило работу фрезеровщиков.
Сейчас стал доступен и применен новый вид обработки – с помощью лазера, так на новых станках рабочий орган (фреза) полностью заменили на лазер. Лазер дает более точную обработку заготовки и соответственно меньший процент брака.
Лазерная обработка поверхности заготовки позволила совместить в один процесс обработку на токарном и фрезерном станках, и теперь появился новый термин «фрезерно-токарная обработка материала».
Классификация фрезерных работ
Четкого разделения этого вида обработки нет из-за того, что выполняемые вами работы очень разнообразны.
Существует разделение по типу станка:
- Лазерная обработка.
- Фрезерная механическая обработка.
Из основных видов можно указать следующие:
- по расположению на станине обрабатываемой заготовки – вертикальная, горизонтальная фрезеровка и фрезерование под определенным углом;
- по виду применяемой фрезы – концевая, торцевая, фасонная, периферийная;
- по направлению вращения режущего инструмента относительно движения заготовки – встречная или попутная.
Последний тип классификации используется для обработки больших заготовок, когда первичное фрезерование детали выполняется встречным видом обработки, а для окончательной доводки применяется попутный вид.
Технология процесса фрезеровки
В зависимости от типа станка, сложности обрабатываемой заготовки, материала применяемой детали различается и сама технология, по которой происходит фрезерная обработка.
Технология процесса фрезеровки на обычном станке
Вначале фрезеровщик производит подбор фрезы, которая надежно крепится на шпинделе фрезерного станка.
Обработка заготовки начинается с подготовки:
 включается небольшое вращение шпинделя, при этом деталь подводится к самой фрезе до наименьшего соприкосновения с ней;
включается небольшое вращение шпинделя, при этом деталь подводится к самой фрезе до наименьшего соприкосновения с ней;- станина стола с закрепленной заготовкой отводится и вращающийся шпиндель останавливается;
- устанавливается необходимая глубина резки детали;
- включается вращение фрезы;
- станину стола с обрабатываемой деталью вручную перемещают до соприкосновения с вращающейся фрезой.
 включается небольшое вращение шпинделя, при этом деталь подводится к самой фрезе до наименьшего соприкосновения с ней;
включается небольшое вращение шпинделя, при этом деталь подводится к самой фрезе до наименьшего соприкосновения с ней;Фрезеровщику для работы над одной заготовкой необходим набор фрез, это позволяет увеличить производительность выполняемой им операции.
Размеры рабочего инструмента (фрез) выбираются, исходя из необходимого стандарта точности, так, для чернового вида фрезеровки необходимо достичь одиннадцатого или двенадцатого квалитета точности, а при заключительном этапе фрезеровки – 8 или 9.
В особых случаях согласно заданию точность размера может соответствовать 7 или 8 квалитетам.
Фрезерная обработка на станке с числовым программным управлением (ЧПУ)
Фрезерование с применением ЧПУ начало внедряться в производство не так давно, ее родоначальником можно считать систему рычагов, которая использовалась на обычных фрезерных станках.
С развитием электроники и вычислительной техники управление фрезерным станком было отдано компьютеру. Так фрезеровщик стал оператором ЧПУ, а для его взаимодействия со станком были написаны программы.
Обработка материала на станке ЧПУ позволяет увеличить точность, увеличить производительность, снизить процент брака, а также наладить выпуск серийных деталей со сложной геометрической поверхностью в большом количестве.
Компьютер задает станку и количество оборотов шпинделя, и параметры его движения (линейные координаты и глубина фрезеровки).
Современные ЧПУ станки могут выполнять 3D фрезеровку – это обработка детали несколькими рабочими органами одновременно, при этом находясь в разных плоскостях.
Перед началом работы, оператор предварительно на компьютере строит 3D-модель детали, станок затем воспроизводит ее с максимальной точностью.
На станке с ЧПУ к квалификации фрезеровщика предъявляются совсем иные требования.
Лазерная обработка детали на станке с ЧПУ
В современной обработке детали лазером он применяется лишь на станке с ЧПУ.
Это оборудование самое дорогостоящее, цена за работу выше, чем на фрезерном обычном станке, но лазерная обработка детали позволяет получить максимальную точность, значительно снижая при этом время на изготовление единицы детали.
Лазерным ЧПУ станкам под силу как точное фрезерование обычного материала, так и изготовление сложных объемных геометрических деталей, исключение лишь только составляют сферообразные округлые конструкции.
Лазерное фрезерование заготовки может выполняться двумя вариантами:
- В нужном месте станок с помощью теплового лазера выжигает заготовку, по окончании процесса выжигания шлифуется кромка.
- Шлифовочный лазер, снимает понемногу слои материала детали, многократно проходя по одному и тому же месту.
Лазерная обработка заготовки оставляет верхний слой гладким, без заусениц, это позволяет не производить дополнительную операцию – шлифование уже готовой вашей детали.
Фрезерование деталей выполненных из титана
 Титан, как материал для деталей, все чаще используют в аэрокосмической отрасли. Титан один из самых трудных материалов для металлообработки режущей фрезой, так как он обладает низкой теплопроводностью.
Титан, как материал для деталей, все чаще используют в аэрокосмической отрасли. Титан один из самых трудных материалов для металлообработки режущей фрезой, так как он обладает низкой теплопроводностью.
То есть вовремя процесса фрезерования титана лишь небольшая часть тепла уходит со снимаемой стружкой, а это вызывает хороший нагрев как деталей фрезерного станка, так и самой заготовки.
Несмотря на все трудности с фрезерованием титана, для качественной обработки материала фрезеровщики дают немного дельных советов:
- максимально необходимо уменьшите площадь контакта заготовки из титана и фрезы;
- тщательно нужно следить за фрезой, ее режущая кромка должна быть остротой;
- применяйте фрезы с большим количеством зубьев;
- придерживайтесь позиции «только тонкая стружка»;
- начало фрезеровки производите по дуге;
- в конце прохода фрезы снимите фаску под 45°;
- применяйте фрезы с большим дополнительным задним углом;
- скрупулёзно наблюдайте за осевой вашей глубиной;
- если деталь тонкая необходимо уменьшить осевую глубину фрезерования;
- выбирать необходимо фрезу, диаметр которой не более 70% от диаметра выбираемого паза;
- для фрезеровки заготовки из титана необходимо применять высокоскоростные фрезы.
Цена на фрезеровочные работы во многом зависит от геометрии детали, вида фрезерного станка и материала вашей заготовки.
Фрезеровка материала должна производиться на исправном фрезерном оборудовании, специально прошедшем обучение персоналом.
Обращаясь за услугами фрезеровки, поинтересуйтесь, какие фрезерные станки использует фирма, уточните у знакомых или друзей репутацию исполнителя, тогда качество выполненной работы вас не разочарует, не покажется завышенной цена.
Выбираем фрезер

Что такое фрезер?

Фрезер – это инструмент для фрезерования: резания материала вращающейся фрезой, направленной перпендикулярно обрабатываемой поверхности. С помощью фрезерования в материале можно получить прямые и фигурные пазы, отверстия сложной формы; можно профилировать прямые и фигурные кромки. Все перечисленное в полной мере относится и к ручным фрезерам – инструменту, о котором пойдет речь в этой статье.

Конструктивно ручной вертикальный фрезер устроен очень просто – цанговый патрон закреплен прямо на валу электродвигателя, сам электродвигатель помещен в корпус, который может перемещаться вверх-вниз по направляющим штангам, жестко закрепленным на опорной площадке (подошве).
Кроме наиболее распространенного и универсального вертикального ручного фрезера, на рынке представлено также насколько узкоспециализированных видов:

Кромочный фрезер (триммер) – как следует из названия, предназначен для обработки кромок. В сущности, является вертикальным фрезером, оптимизированным для обработки исключительно кромок. Применяется профессиональными мебельщиками, домашнему мастеру лучше обратить внимание на более универсальные вертикальные фрезеры.

Ламельный фрезер – еще один узкоспециальный инструмент мебельщиков для выборки овальных пазов под ламели.

Ротационный или плиточный фрезер – а этот инструмент обычно приобретается мастерами-отделочниками для тонкой работы по керамической плитке.
Хотя первоначально ручные фрезеры создавались для работ по дереву, современные фрезеры способны обрабатывать также искусственный камень, пластики и мягкие металлы. Фрезер сложно назвать универсальным инструментом, но многие операции, которые выполняются фрезером, практически невозможно сделать чем-то другим. Все это делает фрезер незаменимым инструментом для любого мастера. Вот краткий перечень возможностей ручного фрезера:

- выборка четверти (открытого паза – «ступеньки» – с края доски)
- фигурное или прямое профилирование кромки (мебельный фасад, крышка стола)
- выполнение пазов, шлицев, фальцев, гнезд (для соединения деталей друг с другом)
- изготовление посадочных мест для дверных замков и петель
- вырезание плоских деталей различной формы
- вырезание отверстий различной формы в плоских деталях
- декоративная резьба и гравировка
Некоторые модели позволяют производить шлифование поверхностей, изготовление парных отверстий, фрезерование керамической плитки. Но, хотя перечень обрабатываемых ручными фрезерами материалов достаточно велик, основным рабочим материалом для фрезеров остается дерево. И, соответственно, основными его пользователями являются столяра, мастера-отделочники и мебельщики.
Казалось бы, раз устройство фрезера такое простое, то и отличаться по цене различные модели должны ненамного, да и то – только за счет различной мощности двигателей. В действительности фрезеры одной и той же мощности могут стоить как 6000 рублей, так и 30000 рублей. В чем же разница между дорогими и дешевыми моделями? В качестве материалов, из которых они изготовлены и в разнообразии оснастки, входящей в комплект. Литая, а не штампованная подошва, точное позиционирование оснасток и головной части фрезера, легкий и четкий, без люфтов и перекосов, ход головной части – вот признаки, выделяющие качественный профессиональный инструмент. Дорогие фрезеры способны обеспечить большую точность и аккуратность обработки деталей и дают мастеру больше возможностей для обработки. Кроме того, в профессиональных моделях добавлены некоторые функции, которых нет в базовых моделях.
Характеристики фрезеров
Мощность. Непосредственно определяет границы возможностей фрезера – максимальный диаметр фрезы и глубину обработки. Увеличение мощности ведет за собой увеличение массы и цены инструмента, поэтому следует сразу определиться с требованиями к фрезеру и подобрать инструмент той мощности, которая необходима исходя из требуемой глубины обработки и диаметров используемых фрез.
Скорость вращения шпинделя. Чем чище должна быть обработанная поверхность, и чем тверже обрабатываемый материал, тем выше должна быть скорость вращения. В то же время, некоторые материалы (например, пластики, вязкие металлы, некоторые сорта дерева) нельзя обрабатывать на очень высокой скорости. Также свои требования к скорости предъявляют некоторые виды насадок. Исходя из перечисленного, если фрезер предполагается использовать для различных операций или с различными видами материалов, то следует выбирать модель с регулировкой оборотов. Следует также иметь в виду, что обороты шпинделя могут падать под нагрузкой, для предотвращения этого явления, некоторые (в основном, профессиональные) модели оснащены опцией поддержания оборотов под нагрузкой.
Для предотвращения рывков при запуске двигателя существует опция плавного пуска – оснащенные этой функцией фрезеры, хоть и будут стоить дороже, но прослужат дольше за счет снижения неблагоприятных воздействий на двигатель. Да и риск испортить деталь резко стронувшейся фрезой будет меньше.
Также для продления срока службы инструмента служит функция защиты от перегрузок, вступающей в действие при превышении допустимой температуры двигателя. Эта функция может быть реализована по-разному – от индикации светодиодом до принудительного отключения питания, но в любом случае лишней не будет.

Размер цанги. Чем крупнее фреза, тем толще и прочнее у неё хвостовик, и, соответственно, тем больше должен быть диаметр цангового патрона. Как правило, мощные фрезеры комплектуются патронами максимального диаметра. Впрочем, часто в комплекте идет несколько сменных цанговых патронов. И, даже если их нет в комплекте, обычно их можно докупить отдельно. В крайнем случае, можно воспользоваться переходной муфтой для установки в патрон фрезы неподходящего диаметра. Крепление фрезы в патроне производится с помощью двух рожковых ключей, обычно входящих в комплектацию. Если фрезер оснащен блокировкой шпинделя, ключ при замене фрезы потребуется только один.
Максимальная глубина фрезерования. Параметр, непосредственно влияющий на мощность инструмента, следовательно, на вес и цену. Поэтому разумно начать выбор фрезера с определения именно требуемой максимальной глубины. Для большинства работ по изготовлению мебели, к примеру, глубины фрезерования в 45-50мм вполне достаточно.

Поскольку не всегда требуется фрезеровать на максимальную глубину, большинство фрезеров комплектуется ограничителем глубины резки, который перед началом работы можно настроить на заданную глубину. У простых базовых моделей подстройка глубины производится довольно грубо, часто с помощью простой миллиметровой шкалы, нанесенной на штанги. Дорогие модели же могут похвастать специальными измерителями глубины погружения и точностью в десятые доли миллиметра.

Часто резка производится не сразу на полную глубину, а поэтапно. В этом случае будет полезным наличие на инструменте револьверного упора на несколько положений. Этот вариант ограничителя глубины представляет собой поворотную площадку с упорами различной высоты. Поворачивая её, можно быстро и точно сменить текущую глубину фрезерования. В некоторых моделях упоры на таком ограничителе выполнены в виде болтов, подкручивая которые, можно подстроить глубины шагов фрезерования, что увеличивает универсальность инструмента.
Дополнительная оснастка
Дополнительная оснастка фрезера очень сильно влияет как на его функциональность, так и на цену. Поэтому на комплектность и качество оснастки надо обратить самое пристальное внимание. Даже если фрезер приобретается под конкретную цель, будет нелишне выяснить, существует ли для этой модели дополнительная оснастка и возможно ли крепление к ней оснастки от других моделей.

Параллельный упор предназначен для ведения фрезы на постоянном расстоянии от края детали. С помощью этого упора выполняется фрезеровка пазов в мебельных фасадах, межкомнатных дверях и т.д.

Направляющая шина тоже предназначена для фрезерования по прямым линиям, но, в отличие от параллельного упора, без привязки к краю заготовки. Направляющая шина позволяет фрезеровать на любом удалении от края и под любым углом к нему.

Копировальная втулка применяется для копирования детали по шаблону. Втулка подбирается по диаметру фрезы и устанавливается в подошву выше фрезы. Шаблон укладывается на обрабатываемый материал, и, упирая втулку в края шаблона, производится его копирование.

Циркуль позволяет производить фрезеровку по радиальной линии.
Варианты выбора.

Если вам нужен инструмент для разнообразных домашних работ, не требующих высокой точности и качества фрезеровки, вам подойдет [url=”http://www.dns-shop.ru/catalog/17aa290e16404e77/frezery/?f=3550-8000]базовая модель ценой от 3500 до 8000 рублей.

Если вы собираетесь использовать фрезер профессионально для изготовления мебели или межкомнатных дверей, обратите внимание на [url=”http://www.dns-shop.ru/catalog/17aa290e16404e77/frezery/?f=8000-20000]модели от производителей, специализирующихся на выпуске профессионального инструмента. Такой фрезер будет стоить от 8000 до 20000 рублей в зависимости от характеристик и комплектации.
Если вы собираетесь использовать фрезер для работ по металлу, следует обратить внимание на [url=”http://www.dns-shop.ru/catalog/17aa290e16404e77/frezery/?f=28000-34000]модели с высоким числом оборотов. Такой инструмент можно выбрать в ценовом диапазоне от 3800 до 13000 рублей.

Если же вам нужен [url=”http://www.dns-shop.ru/catalog/17aa290e16404e77/frezery/?f=d0qu-adhy-2mjd]мощный профессиональный фрезер для работы тяжелыми фрезами и с большой глубиной фрезерования, приготовьтесь выложить 20000 до 30000 рублей.
Если вы профессионально занимаетесь изготовлением мебели, и у вас еще нет кромочного фрезера, обратите внимание на этот вид инструмента – он может значительно ускорить обработку кромок и обеспечить им наилучший внешний вид. Такой инструмент обойдется вам от 7500 до 15000 рублей.





