
Особенности и преимущества TIG сварки
Аргонодуговая TIG сварка (или просто сварка тиг) очень популярна у профессиональных сварщиков. Ее широко используют не только на крупных производствах, но и в небольших мастерских, например, автосервисах. Все дело в универсальности такой технологии: вы сможете без труда сварить как тонкий эстетичный шов, так и полностью проплавить толстые стыки деталей. Вам также не страшна сварка меди, алюминия или нержавеющей стали. Но не все так просто. Эта технология имеет ряд нюансов, которые нужно учесть перед сваркой.

В этой статье мы подробно расскажем, что такое аргонодуговая tig сварка, какие достоинства и недостатки есть у этой технологии, как правильно варить тиг сваркой и какое оборудование необходимо для работы.
Общая информация
Что такое автоматическая аргонодуговая сварка или ручная аргонодуговая сварка TIG? Давайте начнем с самой аббревиатуры. TIG означает «tungsten –Inertgasschweißen» (адаптивный перевод «вольфрам-защитный инертный газ»). В этой аббревиатуре заложена вся суть данного метода сварки: в работе применяется вольфрамовый электрод и защитные газы.

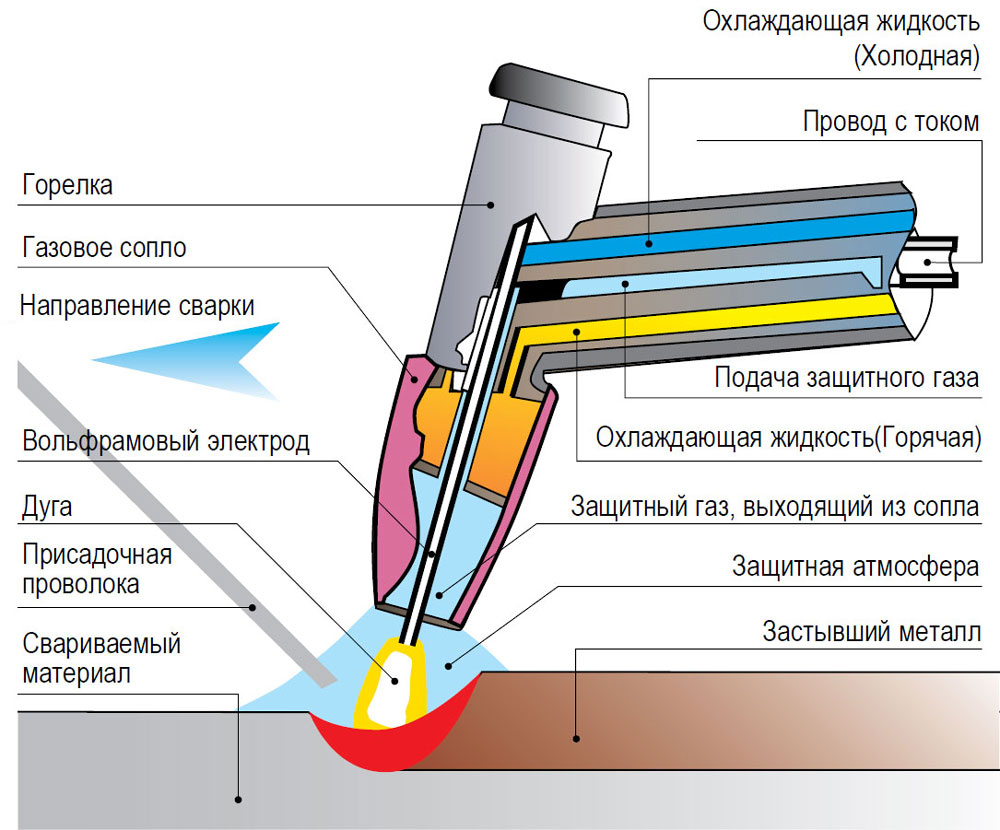
Вольфрамовый электрод — ключевой компонент TIG сварки. Он обладает уникальными свойствами: плавится при относительно небольшой температуре (около 3500 градусов по Цельсию), так что его можно без проблем использовать со всеми видами алюминия и стали. При этом «плавление» номинальное. Сам электрод считают неплавящимся, а это значит, что его необходимо периодически затачивать, чтобы дуга была стабильной и ее было легче вести. Сам стержень фиксируется в горелке, при этом нет нужды беспокоиться о длине электрода, поскольку неиспользуемая длина находится в специальном колпачке.
На конце горелки расположено сопло, в котором держится электрод, и вокруг горелки осуществляется подача защитного газа с помощью специальной кнопки. В большинстве случаев в качестве защиты используют газ аргон. Если не использовать аргон, то в сварочную ванну попадет кислород и качество шва будет неудовлетворительным. Соединение будет пористым и непрочным, не исключено образование трещин. Все эти проблемы и предотвращает газ.
Необходимо зажечь дугу. Она будет плавить предварительно разделанные кромки. Если есть возможность расположить детали как можно ближе друг к другу, то это хорошо. Шов получится очень надежным и герметичным. Если имеет место работа с зазорами или нужно сварить крайне прочный шов, способный переносить существенные механические нагрузки, то сварщики используют присадочную проволоку.
В качестве присадочного материала нужно использовать проволоку, изготовленную из того же металла, который требуется сварить. С помощью такой технологии можно легко сварить алюминий, с которым у новичков обычно много проблем. При высокой температуре на поверхности алюминия образуется окисная пленка, которая препятствует формированию качественного шва. В худших случаях пленка просто не дает сделать сварочную ванну и вести шов. С помощью тиг сварки можно решить эту проблему, поскольку защитный газ не дает пленке формировать на поверхности металла.
Применение
TIG сварка с поддувом получила свое распространение еще и потому, что температура горения дуги достаточно высокая. Благодаря такой особенности сварщик может соединить и углеродистую сталь, и цветной металл. При этом качество шва будет на достойном уровне. Можно работать с чугуном, алюминием и его сплавами, титаном и другими металлами. Особенно эстетичными получаются швы при тиг сварке нержавейки. Шов сразу получается чистым, его не нужно очищать от шлака или брызг.

Все эти достоинства TIG сварки позволяют данной технологии находить себе применение на заводах крупных автоконцернов, в пищевом бизнесе, в химической и нефтеперерабатывающей отрасли, многих частных автосервисах и станций технического обслуживания автомобилей.
Преимущества
Помимо всех перечисленных выше плюсов есть еще ряд достоинств, которые нельзя не упомянуть. Все они связаны, конечно, с использованием вольфрамовых стержней и инертных газов. Итак, плюсы:
- Не смотря на высокую температуру минимальная деформация металла при сварке за счет узкой зоны прогрева.
- Газ аргон тяжелее кислорода, поэтому воздух беспрепятственно вытесняется из сварочной зоны.
- Работа проводится быстро, обучиться не сложно, сваркой может заниматься даже мастер без высокой квалификации.
- Сварное соединение получается очень аккуратным и ровным, не требуется никакая механическая обработка шва.
- Можно сварить множество металлов, в том числе проблемных (вроде алюминия).
- Значительно меньше негативного влияния на экологию.
Недостатки
Аргоновая сварка всем хороша, но наша статья объективна, так что расскажем и о минусах:
- Сварка на открытом воздухе при ветреной погоде затруднительна, поскольку газ буквально выдувается из сварочной зоны (проблема решается установкой ветрозащитных щитов, но при этом расход газа существенно увеличиться).
- В отличие от других видов сварки, тиг сварка требует тщательной подготовки металла. Кромки нужно зачистить, не должно быть никаких следов масла и грязи, поверхности должны быть обезжирены. Если проигнорировать этот этап, то шов получится пористым и некачественным.
- Горелка устроена таким образом, что работа в труднодоступном месте может превратиться в настоящую проблему. Мастера предлагают увеличивать вылет стержня или обрезать электрод, но все это приводит к перегреву или другим неприятностям.
- Если вы используете в своем аппарате функцию «TIG lift», при этом разжигаете дугу вне сварочной зоны, то на поверхности металла могут образоваться следы, которые нужно потом зачищать. Но это скорее минус, связанный с неопытностью сварщика.
Как варить TIG сваркой
Запомните самое главное: 50% успеха — это правильный режим TIG. От этого зависит, насколько оправдаются ваши старания по подбору электрода. Но об этих особенностях мы поговорим позднее. Для начала расскажем о подготовке металла.
Очистите кромки от грязи, краски, масла и коррозии (если имеется). Даже если вам кажется, что кромки не нуждаются в очистке, все равно не игнорируйте этот этап. Затем нужно выбрать силу тока. От этого будет зависеть то, насколько хорошо проплавится металл. Ниже таблица с рекомендациями по установке силы тока.

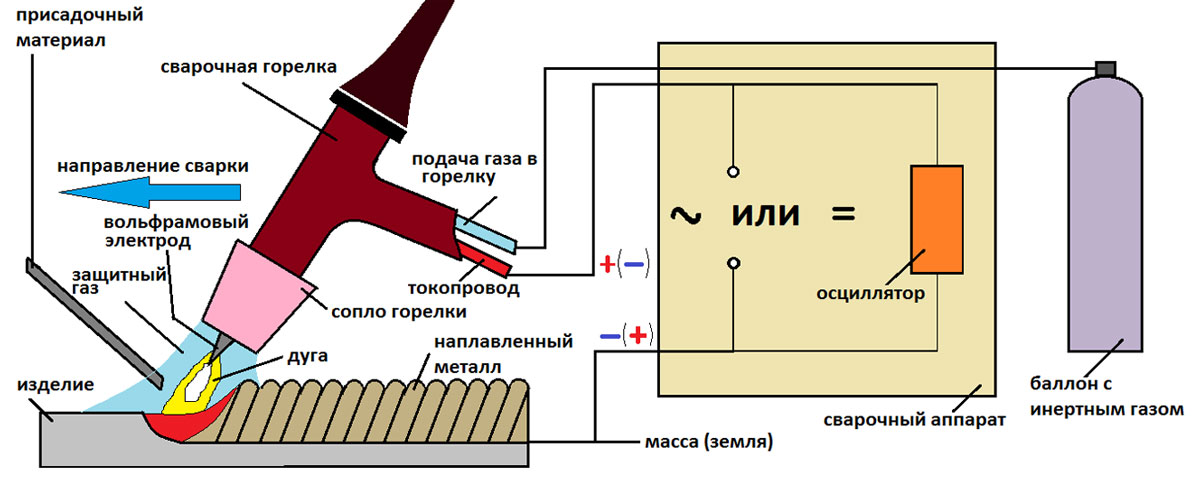
Затем нужно установить полярность. Если вы работаете на постоянном токе, то используйте прямую полярность. Если вам предстоит тиг сварка переменным током, то соответственно обратную полярность.
Также нужно хорошо заточить электрод. Конец электрода следует отполировать. Если вам нужно сварить тонкий металл, то выбираются специальные электроды для тонкого металла, которые затем затачиваются до остроты. Если предстоит сварка тиг толстого металла, то можно изменять угол заточки.
Чтобы зажечь дугу можно провести электродом по поверхности металла (метод чирканья, по аналогии со спичками), можно включить функцию TIG lift, упрощающую поджиг дуги, или пользоваться методом бесконтактного поджига. Мы рекомендуем использовать именно третий метод, но он доступен только при работе с профессиональными дорогими аппаратами.
А теперь поговорим немного про оборудование, которое обязательно вам понадобиться, если вы решите заниматься этим видом сварки профессионально. Для начала приобретите или узнайте, если на вашем рабочем месте аппарат, в котором доступны разные режимы TIG сварки, кабель для крепления на массу, газовый баллон и редуктор. Это очень важно.
Также неплохо было бы узнать о том, какая горелка используется в вашем аппарате. Есть два типа: первый применяется при работе с тонкими металлами (до 3 миллиметров), второй соответственно для всех остальных металлов. Горелка для тонких металлов отличается малой мощностью, поэтому с ней удобнее работать, она быстро остывает. А вот горелка второго типа нуждается в дополнительной системе охлаждения. Например, система водяного охлаждения, когда в горелку встроена трубка с подачей холодной воды и спирта, чтобы вода не замерзла, когда система охлаждения долго не используется.
Вместо заключения
Сварка tig — технологичный и современный способ сварки, открывающий новые возможности даже для опытного мастера. Сварка аргоном с применением вольфрамового электрода или присадочной проволоки позволяет сварить различные типы металлов, от тонких до толстых. Вам доступна быстрая и качественная сварка меди, алюминия, чугуна и титана. Больше не нужно тратить уйму времени, пытаясь решить все проблемы, связанные с особенностями каждого металла.
TIG сварка — это выбор профессионалов своего дела. Эта технология востребована во многих сферах деятельности человека и постоянно требуются мастера со знанием этой технологии. Применяя в своей работе наши рекомендации вы сможете приступить к сварке и успешно завершить ее. Но не останавливайтесь на достигнутом, изучайте как можно больше теории, чтобы затем применить ее на практике. Желаем удачи в работе!
Что такое аргонодуговая сварка TIG и особенности сварочного процесса
Среди разнообразных типов сварки 2 изделий из металла стоит отметить сварку методом TIG. Она выполняется на разных производственных предприятиях, в автомобильных сервисах. Такое сваривание позволяет создавать аккуратные швы небольшой толщины, надежно проплавлять места соединения толстых деталей. Что представляет собой ТИГ сварка? Какие у нее плюсы и минусы? Как нужно вести дугу, какое оснащение применяется?

Что представляет собой сварка TIG?
TIG, если перевести с английского, расшифровывается как «вольфрам с инертным газом». Сварка ТИГ выполняется посредством электрической дуги, горящей в инертном газе.
Ключевым компонентом считается электрод из вольфрама. Он плавится при температуре примерно равной 4000 градусов. Благодаря этому возможно обрабатывать почти любые типы стальных деталей. Электрод необходимо периодически затачивать, чтобы шов можно было вести точно и аккуратно. Он размещается в особой цанге, закрепляется в горелке. Его излишки, которые не используются для создания шва, располагаются в особом колпаке, предотвращающем замыкания об массу.
На кончике горелки есть сопло из керамики. В его середине находится электродный элемент, по кругу подается инертный газ (аргон). Без аргона в сварную ванну проникнет кислород. В результате выделится водород, в шве возникнут поры, при этом металл кристаллизуется. Такие явления можно увидеть на видео в сети. Клавиша на горелке активирует подачу газа и напряжения.
Загоревшаяся дуга обеспечивает плавление кромки металла, который сваривается. Если 2 части детали находятся рядом друг с другом, то для создания герметичного шва будет достаточно расплавившегося металла. Если промеж пластинок есть зазор, применяется специальная проволока. Она подается в область сварки незанятой рукой сварщика.

Такой тип сваривания сейчас часто применяется. Обусловлено это большой температурой, при которой горит электрическая дуга. Это дает возможность использовать ТИГ инверторы для сварки обыкновенной углеродистой стали, обработки цветных металлов (медных, чугунных, алюминиевых деталей). Особо точные швы получаются при использовании аргона для обрабатывания нержавейки. В отличие от сваривания MMA, предполагающего очищение от шлаковых отложений и осуществляющегося на небольшой скорости, TIG сварка обеспечивает формирование точного шва.
Присадочная проволока делается из такого же металла, что и обрабатываемые изделия. Если использовать TIG сваривание, можно не только предотвратить образование пор, но и соединить алюминиевые детали. Без инертного газа плавленый металл, взаимодействуя с воздухом, подвергается окислению. Формируется пленочка, которая не позволяет создать жидкую сварную ванну, вести шов. Благодаря газу алюминий равномерно расплавляется, формируется соединение.
Данный тип сваривания часто используется в:
- машиностроительной отрасли;
- производстве посудных изделий для пищевой промышленности;
- производстве емкостей для химической сферы, отрасли нефтепереработки;
- изготовлении сушителей полотенец;
- автомобильных сервисах.
Особенности сваривания
Сварка TIG располагает собственными особенностями. Их необходимо принимать во внимание.
- перед началом сварки металл нужно очистить, обезжирить;
- при обработке детали применяют подключение к отрицательному полюсу;
- сваривание алюминиевых деталей должно осуществляться переменным током;
- чем шире электродный элемент, тем сильнее должен быть электрический ток. Не переборщите, так как электрод может подвергнуться расплавлению;
- напряжение электрической дуги зависит от ее размера. Неопытным рабочим лучше использовать дугу небольшой длины;
- конец электрода должен выступать на 3 – 5 миллиметров. Если сварка осуществляется тавровым/угловым способом, выступ должен составлять 5 – 8 миллиметров;
- газ должен равномерно распределяться по сопловому сечению;
- жесткость струи зависит от поступающего газа;
- электродный элемент нужно перемещать с правой стороны в левую, продольно шовной оси.
Становится очевидно, что такая TIG сварка располагает множеством особенностей. Ввиду этого она не подходит для начинающих.
Используемое оборудование
Применяются 2 ключевых вида оснащения:
- Сварной выпрямитель. Преобразует переменный электроток в постоянный. Причисляется к профессиональному оборудованию.
- Инвертор ТИГ. Осуществляет выпрямление переменного тока с идеальными динамическими параметрами дуги. Определенные инверторы оборудованы блоком, выдающим постоянный/переменный электрический ток. Это дает возможность увеличить функциональность оснащения. Кроме стальных, возможно обрабатывать алюминиевые детали.
Инверторные аппараты различаются по мощности, наибольшему току, продолжительности сваривания, стоимости. Выбирая инвертор, нужно обратить внимание на:
- возможность сваривания при плавающих параметрах электрической сети;
- обеспечение постоянной/переменной составляющей напряжения в показателях выхода;
- возможность горизонтального/вертикального/потолочного обрабатывания изделия;
- защищенность агрегата от перегрева (инвертор должен своевременно отключаться при максимальных нагрузках).

Применяемые электроды и газ
Электроды считаются важнейшим элементом для аргонодуговой TIG сварки. От их характеристик зависит качество сваривания. Производятся электроды из вольфрама (его концентрация составляет 97-99,5 процентов). Кроме вольфрама, в электродах содержатся иттриевые, танталовые, ториевые, лантановые компоненты.
Электродные элементы помечаются цветом (белый, золотой, зеленый, красный, голубой, синий). Число указывает на концентрацию присадки металлического оксида.
Заточка электрода влияет на форму электрической дуги. При постоянном электрическом токе дуга должна иметь форму конуса, при переменном она должна быть закруглена на конце. Стержневая поверхность не должна быть шероховатой. Рекомендуется ее отполировать.
Чаще всего при сварке TIG используется аргон. Он весит больше кислорода, потому выталкивает его из области факела, обеспечивает защиту. Иногда выполняется не аргонно-дуговая сварка, а гелиевая. Легче его только водород. Невзирая на высокую цену, гелий повышает мощность дуги в полтора — два раза. Благодаря этому металл глубоко проплавляется, производительность сварочного аппарата повышается.
Характеристики гелия позволяют использовать его для обрабатывания тугоплавких металлов. Самые сложные операции выполняют посредством сочетания аргона (сорок процентов) и гелия (шестьдесят процентов). Гелий позволяет металлу глубоко проплавляться, а аргон обеспечивает стабилизацию параметров электрической дуги.

Режимы работы
TIG сварка выполняется на однополярном/переменном токе. Однополярный ток применяется для обработки большинства материалов. Переменный ток предназначается для обрабатывания алюминиевых, титановых, иных деталей, сделанных из тугоплавкого металла.
Электрическую дугу возможно разжечь одним из нижеприведенных методов:
- проведение иглой по металлу;
- точечное касание;
- бесконтактный розжиг.
Первый метод сложен в исполнении, часто приводит к тому, что электродный элемент прилипает и притупляется. Точечное касание используется в инверторах, относящихся к средней ценовой категории. Бесконтактный розжиг самый эффективный, однако возможность его выполнения предусмотрена только в аппаратах, имеющих высокую цену.
Для того чтобы получить тонкий и ровный шов, нужно соблюдать зазор промеж иглы и детали в три миллиметра. Если увеличить промежуток, сварная ванна расширится, степень проплавления уменьшится.
Разделка кромок (при обрабатывании толстых пластинок) осуществляется под углом 45 градусов. Корневой шов должен быть ровным по всей длине.
Постоянный ток
Однополярный электроток используется на прямой полярности. На стержень из вольфрама подается «минус», на деталь – «плюс». Подобный метод обеспечивает:
- ускорение сваривания;
- создание сварной ванны, которая заужена и глубока;
- повышение ресурса электродного элемента.
Данный режим используется для сваривания высоколегированных сталей, нержавейки.
Переменный ток
При переменном электротоке периодически изменяется полярность. Прямая полярность позволяет сформироваться высококачественной сварной ванне. Обратная полярность разрушает защитную пленочку, очищает металлическую поверхность. Баланс между полярностью возможно регулировать:
- повышая значение обратной полярности, возможно улучшить очищение от пленочки;
- усиливая обратную полярность на стержне из вольфрама, возможно проплавлять материал, добиваясь нужной глубины ванны.
Преимущества и недостатки процесса
TIG сваривание, как и любая другое, располагает определенными преимуществами и недостатками.
- малая площадь нагревания при сваривании, сохранение первоначального вида и характеристик изделий;
- защитная среда формирует высококачественное сварное соединение;
- ускорение сварочного процесса благодаря аргону, увеличивающему мощность дуги;
- сварное соединение получается точным, маленькой величины, не портит вид изделий.
- сложность регулирования для неопытного рабочего;
- чувствительность к ветряным порывам, сквознякам;
- чувствительность к низкотемпературным условиям.
Рекомендуем также к прочтению:
Описание технологии аргонно-дуговой сварки
Технология аргонодуговой сварки
Основное отличие сварки с аргоном от обычного электродного метода заключается в том, что работы проводятся с использование защитного облака создаваемого с помощью аргона. При этом температура в столбе дуги достигает 2000°C, что позволяет использование вольфрамовой неплавящейся проволоки в качестве основного расходного материала.
Другими особенностями технологического процесса являются:
- Электрод необходимо располагать как можно ближе к поверхности обрабатываемого металла. Это позволяет обеспечить необходимую температуру сварочной ванны при аргонно-дуговой сварке и обеспечить необходимую толщину шва и глубину провара. Чем дальше электрод от металла, тем ниже качество наложенного шва.
- Направленность движений – вести электрод необходимо вдоль шва. Отсутствие колебательных движений помогает создать эстетически привлекательный шов. При этом от мастера требуется практика, чтобы создать все необходимые условия для достаточного провара.
- Сущность технологических процессов аргонно-дуговой сварки сводится к тому, чтобы в момент наложения шва на него не воздействовал кислород и азот, выделяющийся во время сгорания металла. Необходимо следить за тем, чтобы электрод и присадочный материал постоянно находились в защитном облаке аргона.
- Скорость подачи проволоки должна быть равномерной. Должны отсутствовать рывки, при которых наблюдается разбрызгивание металла. Техника электродуговой сварки в среде аргона подразумевает последовательность действий мастера: правильно выбранный угол подачи присадочной проволоки впереди горелки, строгое соблюдение направленности нанесения шва и точные настройки относительно интенсивности подачи газа на горелку.
- Скорость сварки – наложение сварного шва осуществляется медленно. При этом необходимо учитывать возможные металлургические процессы, присущие этому методу обработки. К примеру, подача газа на поверхность детали должна начаться на 10-15 сек. раньше, а закончится, спустя 7-10 сек после наложения сварного шва. Заваривание кратера осуществляют с помощью реостата (снижая силу тока на дугу). Расчет расхода аргона при сварке выполняют с помощью специальных таблиц и норм. Основные положения можно узнать в ГОСТ 14771 76.
Большинство нюансов связанных с выполнением работ мастер узнает с помощью практики. Некоторую помощь можно получить из специальных справочников и пособий для проведения сварочных работ в среде защитных газов. Производители оборудования также стараются заинтересовать потенциального покупателя и предоставляют множество полезной информации и расчеты режимов сварки в инструкции по эксплуатации.
Особенности методики аргонно-дуговой сварки заключаются в правильном комбинировании: подачи проволоки, воздействия вольфрамового электрода, интенсивности подачи аргона и скорости наложения шва. Регулировать все эти составляющие станет проще по мере получения опыта.
Оборудование для аргонодуговой сварки
Горелка – конструкция горелки для аргонодуговой сварки может быть разной в зависимости от метода проведения работ. Так, наложение сварного шва может осуществляться как плавящимся, так и неплавящимся электродом. Популярностью пользуется и сварочная горелка с водяным охлаждением. Водяное охлаждение горелки позволяет поддерживать необходимую температуру сварной ванны и не допускать перегрева электрода.
Практика показала, что начинающим мастерам легче удается достичь необходимого качества, используя сварочный инвертор аргонно-дуговой сварки. Инвертор дает стабильную дугу, что облегчает процесс нанесения сварного шва.
Автоматическая аргонодуговая сварка
Механизированная – в оборудовании горелкой управляет непосредственно сварщик, проволока подается автоматически.
Механизированная сварка в России используется чаще всего. Поэтому, при выполнении сварных работ большое значение играет человеческий фактор, а именно квалификация мастера.
Присадочные материалы для аргонодуговой сварки
Присадочные прутки для аргонодуговой сварки используются для наполнения сварной ванны при подаче аргона. Этот материал применяют при обработке металлов имеющих свойства, которые усложняют наложение шва. В зависимости от характеристик и состава, электроды для сварки в среде аргона могут быть обязательны при работах с чугуном, алюминием, никелем, титаном и другими цветными металлами и также легированной и жаропрочной сталью.
В зависимости от основного материала различают следующие присадки:

Техника ручной аргонодуговой сварки
Максимально удобно выполнять ручную сварку с помощью инверторного оборудования с механической подачей присадочного материала.
Как правильно варить аргонодуговой сваркой

Область применения аргонодуговой сварки
Техника безопасности при аргонодуговой сварке
Проведение работ с использованием среды защитного газа регламентируются согласно ГОСТ 12.3.003-86. В ГОСТе требования, предъявляемые к промышленному применению, но их рекомендуется соблюдать и в бытовых условиях.
В первую очередь ограничения связаны с вредными веществами, образующимися в процессе выполнения работ и другими потенциально опасными ситуациями.
Некоторые положения этого ГОСТ приведены ниже:

Организация рабочего места – запрещается проводить работы рядом с легковоспламеняющимися смесями и материалами. На сварочном посту не должно находиться ненужных посторонних предметов, мешающих выполнению работ.
Маска для сварки или специальные очки являются обязательным условием для выполнения работ. Хорошо зарекомендовали себя маски «хамелеоны». Сварочные маски со стеклами «хамелеонами» самостоятельно меняют затемнение в зависимости от воздействия излучения.
Комплектующие и расходные материалы
Недостатки аргонодуговой сварки
Как и у любого метода, у аргонодуговой сварки есть свои недостатки. К ним относится:
- Большое количество дополнительно используемого оборудования.
- Сложность правильного подбора, режима выполнения работ. Для начинающего мастера выбрать необходимые параметры крайне сложно. При работе с некоторыми металлами требуется импульсная сварка, на другие шов наносится точечным методом с перерывами. Может потребоваться использование постоянного или переменного напряжения.
- Невозможность полной защиты шва при сквозняке или сильном ветре.
При этих недостатках у метода проведения сварочных работ в среде аргона есть и свои положительные стороны.
Аргонодуговая сварка. Сущность и технология сварки в среде аргона
Содержание
Схема процесса аргонодуговой сварки
 Аргон является одним из основных газов, применяемых при сварке металлов для защиты зоны сварки от вредного воздействия окружающей среды. Сварка в среде аргона в технической литературе получила название аргонодуговая сварка. В разговорном языке также встречаются такие термины как: сварка в аргоне, сварка аргоном, аргоновая сварка, аргонная сварка и др.
Аргон является одним из основных газов, применяемых при сварке металлов для защиты зоны сварки от вредного воздействия окружающей среды. Сварка в среде аргона в технической литературе получила название аргонодуговая сварка. В разговорном языке также встречаются такие термины как: сварка в аргоне, сварка аргоном, аргоновая сварка, аргонная сварка и др.
Сварка в среде аргона может осуществляться как плавящимся, так и неплавящимся электродом. В качестве неплавящегося электрода используется вольфрамовый, угольный или графитовый электрод. Сущность процесса сварки в среде аргона показана на рисунке.
1 – электрод; 2 – присадочный пруток; 3 – изделие; 4 – сварной шов; 5 – электрическая дуга; 6 – поток защитного газа; 7 – сварочная горелка; 8 – воздух.
Марки аргона, ипользуемые при сварке
По ГОСТ 10157 существуют три марки аргона, применяемые для сварки, см. таблицу:
Схема поста механизированной сварки в среде аргона плавящимся электродом
.jpg)
1 – балластный реостат; 2 – контактор; 3 – сварочная горелка; 4 – механизм для подачи электродной проволоки; 5 – ротаметр (прибор для контроля расхода газа); 6 – редуктор; 7 – баллон для газа; Г – сварочный генератор; А – амперметр; V – вольтметр; Ш – шунт.
Схема ручной аргонодуговой сварки
Ручная дуговая сварка в среде аргона может выполняться постоянным и переменным током. Схемы сварки постоянным и переменным током показаны на рисунках:
Схема ручной сварки постоянным током
2).jpg)
1 – сварочная горелка; 2 – баллон с защитным газом (аргоном); 3 – реостат; 4 – генератор; 5 – сварной шов.
Схема ручной сварки переменным током
.jpg)
1 – баллон с защитным газом (аргоном); 2 – сварочная горелка; 3 – сварной шов; 4 – осциллятор; 5 – трансформатор с регулятором.
Преимущества и недостатки аргонодуговой сварки
В общем случае, рекомендовать применение какого-либо одного газа для сварки (аргона, гелия, азота или др.) нельзя. Применение того или иного газа зависит от технологии сварки конкретного металла или сплава, или исходя из технико-экономических показателей. Но в целом, аргонодуговая сварка обладает рядом преимуществ по сравнению со сваркой в среде других газов:
1. Аргон, так же как и гелий, относится к инертным газам, которые не взаимодействуют ни с какими металлами и другими газами и не растворяются в расплавленном металле.
2. Аргон тяжелее воздуха и поэтому надёжно защищает зону сварки, вытесняя из неё воздух. Дуга в среде аргона обладает высокой стабильностью.
3. Аргон – это достаточно распространённый газ, по сравнению с другими инертными газами, в частности, с гелием. Его содержание в воздухе составляет около 0,9%, в связи с этим аргон является самым дешёвым из инертных газов.
4. Ещё одно преимущество аргона (над гелием) в том, что расход аргона на 30-35% меньше расхода гелия (при прочих равных условиях) из-за того, что аргон в 10 раз тяжелее гелия.
Благодаря своим преимуществам, сварка в среде аргона получила достаточно большое распространение при сварке различных материалов. Но у аргонодуговой сварки есть и недостатки. Ручная сварка в среде аргона затруднена. При ручной аргонодуговой сварке не рекомендуется выполнять колебательные движения электродом из-за возможного нарушения защиты зоны сварки. В связи с этим производительность ручной сварки в среде аргона оказывается невелика. А сварку автоматическую не во всех случаях возможно применить.
Особенности сварки в среде аргона
Характерной особенностью аргонодуговой сварки неплавящимся вольфрамовым электродом при использовании переменного тока является возникновение в сварочной цепи составляющей постоянного тока, величина которого может достигать 50% от величины эффективного значения переменного тока сварочной цепи.
Выпрямление тока, т.е. появление составляющей постоянного тока, зависит от формы и размеров вольфрамового электрода, свариваемого материала и выбранных режимов сварки (силы тока, скорости сварки и длины сварочной дуги). Появление в сварочной цепи составляющей постоянного тока оказывает отрицательное влияние. Это влияние особенно сильно сказывается при сварке алюминия и сплавов на его основе.
При чрезмерной величине составляющей постоянного тока стабильность горения дуги снижается, качество поверхности наплавленного металла снижается. В сварном шве образуются дефекты (подрезы, чешуйчатость), снижается прочность и пластичность сварного шва.
Техника ручной аргонодуговой сварки
При ручной аргонодуговой сварке вольфрамовый электрод с одной стороны затачивают на конус. Длина заточки составляет два-три диаметра электрода.
Электрическая дуга зажигается на специальной угольной пластине. Не рекомендуется зажигать дугу на основном металле из-за возможности загрязнения и оплавления конца электрода.
.jpg) Для возбуждения дуги можно применить источник питания с повышенным напряжением холостого хода или дополнительный источник питания с высоким напряжением (осциллятор), т.к. потенциал возбуждения и ионизация инертных газов значительно выше, чем кислорода, азота и паров металла. Дуговой разряд инертных газов отличается высокой стабильностью.
Для возбуждения дуги можно применить источник питания с повышенным напряжением холостого хода или дополнительный источник питания с высоким напряжением (осциллятор), т.к. потенциал возбуждения и ионизация инертных газов значительно выше, чем кислорода, азота и паров металла. Дуговой разряд инертных газов отличается высокой стабильностью.
Для защиты металла шва от окисления со стороны корня, с обратной стороны, рекомендуется обеспечивать поддувание защитных газов. При сварке трубопроводов защитный газ продувают внутри трубы.
Ручную дуговую сварку, как мы уже говорили выше по тексту, выполняют без резких, колебательных движений электрода из-за возможного нарушения газовой защиты. Сварочную горелку располагают под углом 75-80° к свариваемому изделию (см. рисунок слева). Присадочную проволоку располагают под углом 90° относительно оси мундштука горелки. Пи этом угол между сварным изделием и проволокой составляет 15-20°. Сварку выполняют “углом вперёд”.
Область применения сварки с аргонной защитой
Сварку в среде аргона можно использовать для сваривания различных материалов. Её можно применять для сварки сталей (углеродистых и легированных), для сварки цветных металлов (меди, алюминия, титана, никеля и их сплавов), для сварки трубопроводов. Аргонодуговой сваркой можно выполнять все виды сварных соединений: стыковые, тавровые, нахлёсточные, угловые.
Сварка в аргоне может успешно применяться как при сварке мелких деталей, так и при сварке крупногабаритных изделий и в бытовых условиях и на производстве и при проведении строительно-монтажных работ.
В некоторых случаях, употребление смеси газов вместо технически чистого аргона повышает устойчивость горения сварочной дуги, уменьшает разбрызгивание металла, улучшает формирование сварного шва, увеличивает глубину проплавления, а также воздействует на перенос металла и увеличивает производительность сварки.
Видео: аргонодуговая сварка
Видео об аргонодуговой сварке от профессиональных сварщиков в двух частях. Видеоролик переведён и озвучен объединением экспертов SVARMA.RU:
Сварка ТИГ: аргонодуговая сварка неплавящимся электродом

В мире современной сварки множество самых разнообразных методов – как старых, так и самых новых. Но среди всех технологий выделяется одна – TIG или тиг сварка. Область ее применения самая широкая: от кустарных сервисных мастерских для ремонта автомобилей до крупных производственных объектов со сложнейшими технологическими циклами.
Данный способ годится и для производства тонких швов, и для работы с массивными деталями с толстыми кромками. Предлагаем разобраться с методом TIG с его особенностями, оборудованием, преимуществами и недостатками.
Что это за метод в принципе
Для начала разберемся с аббревиатурой TIG, которая как раз и описывает суть метода: в переводе с английского это не что иное как «вольфрам и инертный газ». Иными словами, это горение электрической дуги в инертном газе.
Уход за ним заключается в периодической заточке кончика для сохранения точности и тонкости образования сварочного шва. Вольфрамовый наконечник зафиксирован в специальной горелке и расположен в цанге. Если электрод длиннее, чем нужно, лишняя длина размещается в специальном корпусе, чтобы не произошло короткое замыкание.

В роли инертного газа чаще всего используется аргон, поэтому вся сварка называется аргонодуговая сварка плавящимся электродом. Аргон подается по окружности, в центре которой находится электрод, расположенный в керамическом сопле на конце горелки.
Без инертного газа ничего хорошего не выйдет, в этом случае в сварочную ванну попадает кислород с выделением водорода, что приводит к высокой пористости сварочного шва и кристаллизации металла при затвердевании. Аргон как инертный газ защищает процесс от данных нежелательных явлений. Подача газа запускается кнопкой на горелке.
Как и во всех видах сварки с использованием дуги кромки соединяемых металлических заготовок начинают плавиться при зажженной дуге. Если между поверхностями есть зазор, нужно использовать дополнительную присадочную проволоку, которую сварщик подает просто свободной рукой.
Если же соединяемые детали соприкасаются поверхностями вплотную, для формирования качественного шва вполне достаточно самого металла.
Применение и преимущества технологии TIG
Cварка в среде аргона применяется чрезвычайно широко благодаря высокой температуре горения электрической дуги. Данный факт делает этот метод приемлемым как для работ с углеродистой сталью, так и для работ с различными и весьма капризными цветными металлами: алюминием, медью, титаном и другими металлами.
Нержавеющая сталь также отлично варится методом TIG: швы формируются очень качественными и эстетичными. Метод тиг не требует очистки шва от шлака после рабочего процесса.
Работа с алюминием заслуживает отдельного упоминания. Этот чрезвычайно капризный металл без аргона варить практически невозможно. Проблема в оксидной пленке, которая мгновенно образуется и не дает сформироваться сварочной ванне и, соответственно, сварочному шву.

Благодаря аргону, создающему защитную среду, алюминий плавится очень равномерно, и шов формируется правильно и ровно. Если используется дополнительная присадочная проволока, то она должна быть из того же металла, что и соединяемые детали.
Области применения аргоновой сварки следующие:
- все виды машиностроения;
- автомастерские;
- пищевая промышленность;
- нефтеперерабатывающая и химическая промышленности и многие другие.
Тиг сварки имеют немало преимуществ в сравнении с другими видами:
- точная компактная локализация прогрева заготовки, что минимизирует риск деформации;
- полная свобода сварочной ванны от кислорода в результате вытеснения его аргоном, который тяжелее кислорода;
- отличная скорость сварки тиг;
- простота в исполнении и несложное обучение методу;
- шов высокого качества;
- широкая палитра металлов для работ;
- грамотная экология: меньше выбросов в атмосферу.
Порядок работы и ее параметры
Прежде всего следует хорошенько очистить свариваемые кромки от ржавчины, грязи, следов масла или краски. Затем нужно обдумать и рассчитать следующие параметры: величину сварочного тока, давление аргона при его подаче, толщину электрода.

Сила сварочного тока влияет на параметры шва и глубину проплавки. Розжиг электрической дуги можно произвести тремя способами:
- Провести иглой по металлу: данный способ не очень популярный, потому что часто происходит прилипание электрода в дополнение к его быстрому стачиванию.
- Точечно коснуться, это называется Lift TIG и используется в аппаратах средней ценовой категории.
- Бесконтактный розжиг – самый удобный способ, применяется в дорогом оборудовании.
Дуга также ведет себя по-разному, в зависимости от планируемого результата. Для того, чтобы сварочный шов был высокого качества, следует держать и контролировать точный зазор между свариваемой поверхностью и иглой наконечника в три миллиметра.
Если зазор будет шире, степень проплавки снизится из-за расширения сварочной ванны. Направление формирования шва всегда идет справа налево без каких-либо колебаний. Такие правила работают при работах с тонкими краями металлов.
Если вы планируете варить толстые заготовки, сначала нужно произвести разделку кромок с углом в 45°. Швы выполняются по-разному: корневой шов – ровно, а заполняющий и накладной швы – с помощью колебательных движений с дополнительной присадочной проволокой.
Если соединение имеет стыковую форму, вылет иглы должен составлять 5 мм. Ну а если соединение имеет угловой формат, размеры устанавливаются индивидуально в зависимости от размера выходного отверстия сопла и степени доступности в рабочей зоне.
Особенности и недостатки метода TIG
Ручная аргонодуговая сварка относится к универсальным технологиям со множеством преимуществ. Тем не менее недостатки имеются, и о них нужно знать и помнить.

- Работать с аргоном практически невозможно на улице при ветреной погоде: аргон полностью вытесняется ветром. Можно, конечно, выставлять защитные щиты с одновременным увеличением подачи аргона, но такое решение нельзя назвать эффективным и экономным.
- Работа с плавящимся электродом в облаке аргона имеет жесткое требование по предварительной подготовке рабочих поверхностей – тщательной зачистке кромок от ржавчины, масла и краски. Если этого не сделать, в сварочных швах окажутся здоровенные поры.
- Структура горелки с колпачком и соплом могут привести к затруднениям в ведении шва в местах с трудным доступом. Чаще всего такое встречается при угловых соединениях или во время работы в малом пространстве. Решениями являются либо увеличение расстояния вылета иглы, либо перестановка колпачка с обрезкой вольфрамового электрода.
- Вариант способа TIG Lift включает риск следа на поверхности из-за розжига шва вне рабочей зоны. В этом случае понадобится специальная зачистка.
Для выполнения тиг метода необходимо определенное оборудование.

Комплект нужных вещей включает в себя следующее:
- сварочный аппарат с поддержкой разных режимов;
- баллон с аргоном или другим инертным газом;
- редуктор и кабель;
- газовая горелка в одной из двух версий: №1 для работ с металлами с тонкой кромкой, а №2 для работ с металлами с большей толщиной.
Что такое тиг сварка, какими электродами она проводится
Существует несколько режимов ведения сварочного процесса. Они отличаются друг от друга условиями формирования сварного шва в металлах, применимостью, а также используемым оборудованием. Среди этих режимов важное место занимает tig сварка (Tungsten Inert Gas), название которого говорит о том, что он ведется в среде инертного газа.
Такой способ соединения металлов применяется на производстве и в автосервисах. В результате выполненных работ можно получить отличный по качеству и эстетике шов, эффективное проплавление кромок заготовок, а также качественное соединение деталей, имеющих большую площадь сечения.

Особенности
Если перевести на русский язык наименование режима, дающего аббревиатуру TIG, то получится «вольфрам с инертным газом». Разберем подробнее назначение каждого элемента в сварочном процессе. Проплавление металла осуществляется под воздействием электрической дуги, которая создается между двумя электродами под высоким напряжением. Роль одного электрода играет свариваемая деталь, а другого – специальный вольфрамовый стержень, которым управляет сварщик.
Вольфрамовый электрод плавится при температуре 4000°C градусов. Этот показатель существенно выше, чем у других металлов и сплавов, поэтому таким электродом можно вести сварку практически любых типов сталей. Для получения точного и аккуратного шва следует периодически затачивать электрод. Вольфрамовый стержень закреплен в цанге горелки, а незадействованная часть уложена в специальный колпак, предотвращающий замыкание.
Горелка сварочного аппарата устроена таким образом, что в середине сопла размещен электрод, а газ при этом подается по кругу. Так как в качестве защитного газа выступает аргон, то подобный способ сварки называют аргонодуговым. Идея защиты инертным газом заключается в вытеснении кислорода. Если он проникнет в сварную ванну, то в результате химических реакций начнет выделяться водород, что приведет к появлению множества трещин при кристаллизации металла. Для каждого сплава определяется свой режим сварки, характеризующийся определенным количеством газа и значением напряжения на электродах.

При достаточно точной обработке кромок свариваемых деталей происходит их проплавление и последующая кристаллизация. Если между поверхностями существует зазор, который нельзя устранить, то используется специальное присадочное вещество, которое подается в зону сварки в виде проволоки.
Тип сварки TIG получил широкое распространение. Благодаря тому, что температура дуги достаточно высокая, имеется возможность ведения работ с углеродистой сталью, а также с цветными металлами и их сплавами. Сварку ТИГ применяют при обработке чугунных, медных и алюминиевых изделий, но основное свое преимущество она показывает при сварке нержавеющей стали. Нержавейку можно сваривать и инверторами MMA, однако именно при ведении аргонодуговой сварки получается аккуратный и точный шов, который не следует впоследствии очищать от шлаков.
Проволока для присадки должна быть выполнена из того же материала, что и свариваемые элементы. ТИГ сварка позволяет сваривать алюминий. Если нет защитного газа, то расплавленный алюминий быстро окисляется. В среде аргона характерная пленочка окисла не образуется, и кромки равномерно расплавляются.

Сварка TIG чаще всего применяется в следующих работах и отраслях:
- машиностроение;
- работа с пищевой сталью, производство посуды;
- производство емкостей для хранения химически агрессивных веществ;
- ремонт автомобилей.
Как и любой другой вид сварки, аргонодуговой предъявляет ряд требований и обладает определенными особенностями. О них должен знать каждый сварщик, так как в противном случае невозможно будет гарантировать качественного результата.
- Свариваемые детали, в частности поверхности кромок, необходимо очистить от посторонних элементов и обезжирить.
- Вольфрамовый электрод подключается к отрицательной клемме инвертора.
- Для сварки алюминия необходимо оборудование, работающее в режиме AC (переменный ток).
- Необходимо правильно рассчитать сварной ток, исходя из условий работы. В частности, на выбор его значения влияет диаметр электрода. Чрезмерно большой ток приведет к плавлению электрода, что нежелательно.
- При отсутствии должного опыта рекомендуется формировать дугу небольшого размера.
- Перед сваркой необходимо провести подготовку горелки. Вольфрамовый электрод должен выступать из цанги на 3-5 мм.
- Необходимо обратить внимание на равномерное распределение газа по сечению сопла горелки.

Оборудование
Производство инверторных сварочных аппаратов совершило революцию на рынке сварочного оборудования. Традиционно считается, что для работы в режиме ТИГ необходимо иметь под рукой выпрямитель, однако, помня о том, что параметры сварки должны быть настроены, исходя из начальных условий, необходимо понимать, что одно лишь наличие выпрямителя не позволят осуществить процесс аргонодуговой сварки. Современные инверторы ТИГ особым способом преобразуют электрический ток, что позволяет существенно выигрывать в стоимости устройства, его габаритах и функциональности.
В комплекте поставляется силовой кабель «массы» и горелка. Также необходим баллон с редуктором. Более мощные грелки, приспособленные для работы с металлами, толщина которых превышает 3 мм, оснащены системой водяного охлаждения. В качестве носителя используется спирт и дистиллированная вода. В стандартные функции TIG инвертора входит возможность регулировки силы тока, полярности, скорости подачи газа.

Любой инвертор имеет определенное ограничение на длительность непрерывной сварки, оно обусловлено перегревом силовой установки при работе на больших мощностях. Длительность непрерывной сварки – это один из параметров, на который следует обращать внимание при выборе устройства. Существует еще ряд нюансов, и о них следует помнить.
- Адаптированность инвертора к изменениям параметров питающей сети. Зачастую случаются перепады напряжения, особенно явно это проявляется в сельской местности. Функциональный инвертор не только способен поддерживать стабильное горение дуги при пониженном напряжении, но и регулировать прочие параметры, стабилизируя процесс сварки. Обычно такие возможности имеются у сварочных аппаратов с синергетическим управлением.
- Функциональный инвертор должен иметь переключающийся режим AC/DC, то есть, работать с постоянным и переменным напряжением. Это существенно расширяет сферу применимости данного устройства.
- Конструкция грелки может обеспечить ведение вертикальных, горизонтальных или потолочных работ.
- Система защиты позволяет автоматически отключаться при превышении температуры критического значения. Для возобновления работоспособности инвертор должен остыть.

Расходные материалы
Сварка неплавящимся электродом не предполагает того, что он не расходуется в процессе. Скажем более, вольфрамовый электрод считается одним из видов расходников, за состоянием которого необходимо постоянно следить. Он действительно на 99 процентов состоит из вольфрама. Этот материал выбран не случайно, так как именно вольфрам имеет высокую температуру плавления. В качестве примесей используются такие компоненты, как тантал, иттрий, торий, лантан. Концентрация присадки обозначается условными цветами: белый, зеленый, синий.
К процедуре настройки относятся работы по заточке электрода. Форма торца стержня влияет на форму дуги, она в разных условиях должна быть различной. При ведении сварки постоянным током необходимо, чтобы дуга напоминала конус. Если ток переменный, то характерно закругление в месте контакта. Поверхность стержня дополнительно полируется.

Еще одним расходным материалом является газ. В сварке ТИГ его роль выполняет аргон. Аргон тяжелее воздуха, поэтому он вытесняет кислород из факела. В некоторых случаях приходится защищать зону горения от водорода. Здесь целесообразнее использовать гелий (самый легкий газ, за исключением водорода).
При ведении гелиевой сварки увеличивается мощность дуги и, как следствие, производительность. Взвесив все факторы, включая себестоимость процесса, гелий применяют только при работе с тугоплавкими металлами. В случае необходимости ведения сложных работ используют смесь, состоящую из аргона и гелия. Доля аргона составляет 40%. Аргон обеспечивает стабильное значение параметров сварки, а гелий позволяет осуществить проплавление металла на большую глубину.
Режимы
Сварка TIG может проводиться как постоянным, так и переменным током. Вот почему для большей функциональности рекомендуется приобретать инверторы AC/DC. По статистике чаще всего приходится применять однополярный режим (постоянный ток), который подходит для сварки многих металлов и сплавов. Но для работы с алюминием, титаном и некоторыми тугоплавкими материалами приходится переводить инвертор в режим AC (переменный ток).
Различия в методах ведения сварки могут проявляться еще на этапе формирования дуги. Первый способ реализуется проведением иглой по поверхности металла. При этом необходимо достаточно точно установить значение сварного тока. При слишком большом токе может произойти сквозное проплавление заготовки. Низкий ток становится причиной залипания электрода.

Поджиг дуги точечным касанием производится на большинстве сварочных аппаратов среднего ценового сегмента. Это дополнительная функция, которая заключается в подаче дополнительного импульсного тока именно в тот момент, когда происходит касание электрода поверхности металла.
Самым простым и эффективным способом розжига считается бесконтактный. Далеко не все инверторы оснащены такой функцией. Те сварочные аппараты, которые позволяют формировать дугу при поднесении электрода на определенное расстояние, стоят достаточно дорого.
Независимо от выбранного режима ведения сварки необходимо помнить, что для обеспечения ровного и эстетичного шва, а также стабильного проплавления металла на кромках необходимо выдерживать зазор в 3 мм между иглой и поверхностью. При увеличении этого зазора дуга останется стабильной, однако площадь сварной ванны увеличится, а глубина проплавления металла уменьшится. При сварке толстых заготовок кромки стыков разделывают под углом 45° градусов.
При ведении сварки постоянным током силовые кабели подключаются так, чтобы положительная клемма соединялась с деталью, а «минус» подавался на электрод. При таком способе подключения можно добиться оптимальной скорости сваривания, а вольфрамовый стержень будет расходоваться в меньшей степени. Помимо этого, получается глубокая ванна, что обеспечивает качественное проплавление металла. ТИГ сварку постоянным током используют при работе с легированными и высоколегированными сталями, а также с различными типами нержавеющей стали.

Переменный ток подразумевает изменение полярности электродов. При прямой полярности образуется сварная ванна. Изменение полярности влечет за собой очищение металлической поверхности и разрушение защитной пленки. В процессе сварки мастер имеет возможность балансировать время прямой и обратной полярности.
Недостатки
Несмотря на то, что аргонодуговая сварка считается универсальной, ей присущи некоторые недостатки. Прежде всего, следует понимать, что защитный газ эффективен только в безветренную погоду или при ведении работ в закрытых помещениях. Нередко приходится устанавливать заградительные щиты или увеличивать расход аргона.
Следующий недостаток, который выделяют многие сварщики, — необходимость качественной подготовки поверхности. Действительно, если сварку ММА можно вести по загрязнению или ржавчине, то металл перед сваркой ТИГ следует отчистить и обезжирить. Особенности конструкции горелки не позволяют вести работы в труднодоступных местах. В таких случаях приходится жертвовать электродом, ведь замена колпачка на более маленький требует обрезки вольфрамового стержня.





